颜色测量误差的原因分析
颜色的测量过程
人眼对颜色的观察,需要人眼、光源和物体最基本三要素,而颜色的测量源于此原理。通过仪器在设定测量条件后,发出测量光源,经过被测物体的吸收与反射。
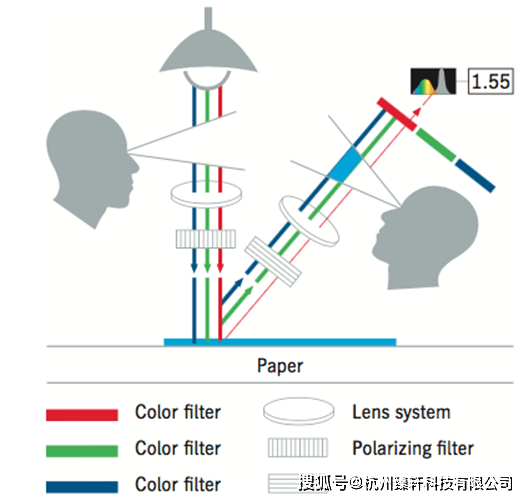
测量孔径接受反射回来的光线并做分光处理,进一步计算成颜色数据,此过程有多个参与者影响颜色的测量结果。
仪器
测量仪器是直接导致颜色测量误差,具体分为如下几种原因:
类型、几何结构和型号
色彩测量仪器有许多不同的形状、尺寸和样式。比方说,色度仪是用以捕获颜色和进行基本评估的好方法。适用于准确测量的分光光度仪有三种不同的几何结构:0°/45°、积分球式和多角度。
混合使用不同仪器是一个问题,因为仪器的工作方式略有不同。即使两个相同几何结构的分光光度仪计也不会完全相同地测量颜色,因为各自的精度有差异。为确保一致性,每个人都必须使用相同类型的色彩测量仪器,最好是相同的型号。
孔径尺寸
所有色彩测量设备都有一个孔径,通常在 1.5 毫米到 25 毫米之间。所选择的尺寸一定会影响的测量。
假设在测量的样本是以 5 毫米间隔的黑白条纹地毯。如果使用 4 毫米孔径,那在测量时样本放置的位置会产生巨大差异。样本可能是黑色,或白色,或两者的灰色混杂。但是,如果使用 25 毫米孔径,则每一次都会捕获到所有颜色,测量更准确。
评估色彩的每个人都必须使用相同尺寸的孔径,或者至少有求测量平均值程序进行补偿。
测量模式
各种仪器具有各种各样的测量模式或设置,每个人使用相同的模式至关重要。如果使用 45°/0° 仪器,则需要确保都使用相同的 M 条件。如果使用积分球式仪器,则使用 SCI 或 SCE、UV 校准、UV 滤镜…再说一遍,一致性是关键。
视角
所选择的视角设置 2° 或 10° 取决于所在行业和的应用。确保和客户选择相同的设置。
状态
就像的汽车一样,必须进行定期检修以保持设备处于良好的工作状态。定期校准和常规循环对比检测能确保工厂中每个人都得到相同的测量数字。发送设备进行年度认证也很重要,以确保设备读取和运作方式正确。
光源
光源描述在判断色彩时所用光线颜色,不同的行业对光源有不同的标准。
以上图像显示了红蓝色毛衣在四种不同照明条件下的外观。如所见,光源类型使颜色大为改观。如果进行视觉评估,则必须定义光源箱的照明设置。还必须在设置分光光度仪时指定光源。
颜色计算和容差
多年以来,已经开发出不同的颜色计算和容差方法,这为供应商和制造商造成很多困惑。
使用 Lab,有两种计算方法报告色差:Hunter Lab (1945) – L a b
CIELab (1976) – L*a*b*
使用 Delta E 有多种计算方法:FMC2 (1942) – DEfmc2Hunter (1945) – DECIE (1976) – DE*
CMC (1988) – DEcmc
CIE94 (1994) – DE94
CIE2000 (2000) – DE2000
为了避免颜色不一致,和客户必须使用相同的计算方法。还需要确保双方设备都设为相同的容差。如果的设为 2.0 而客户设为 1.0,那么准予通过的颜色还是会不合格。甚至可以将容差设置为比客户的更严一些,从而应对测量值之间的任何差异。
测量方法
样本展示
许多人不考虑其样本背后到底是什么,尤其当样本是不透明的。但是,选择(和使用)正确的背衬物料非常重要,因为这能确保设备仅仅测量希望其测量的颜色。
还必须考虑厚度。比方说,织物样本通常折叠两次以测量 4 层厚度。弯曲或不平整的表面可能需要固定装置来确保样本的展示一致。即使压力有点变化也会改变结果。
然而,可以决定样本如何展示给设备、记录方法,并确保和客户以相同的方式进行操作。
求测量平均值
根据单次测量决定合格/不合格时,有可能捕获了样本上唯一好的(或不好的)一点。我们都知道,生产节奏快很难以获得平均值;但需要了解如果选择仅仅根据一次测量就作出决定的潜在陷阱。
标准
虽然实物标准是交流颜色的精确方法,但这些标准会受褪色、污垢和损坏等影响,因而有可能改变颜色测量数字。需要妥善保存实物标准 – 我们在保护实物样本的终极指南中对此主题有更详细的介绍。
环境
温度
颜色有热致变性,这意味着它会随着温度的变化而变化。华氏一度可以等同于 L*a*b* 空间 0.02 位移。也就是说,如果在生产中以 95° 测量模压塑料,然后客户在 72° 进行测量,可以预期高达 0.46 位移 …准予通过的却成了不合格。
湿度
颜色还有水致变性。虽然湿度的影响通常较小,但颜色可能因测量的物质而有所不同。
干燥速率
如果在使用湿样本,请记住各种物质的干燥速率各不相同。而且,当它们干燥后,颜色会改变(考虑具体物质)。
排除相互冲突的测量
实现测量一致性的最佳方法是标准化整个测量过程。记录所有内容并与客户分享。