知识丨钨极端部要这样磨才能焊接好!
人气:2349
发表时间:2021-02-28
TIG焊时,钨极端部的形状对TIG有很大的影响。合理的钨极类型和形状有助于电弧稳定和改善焊接性能。
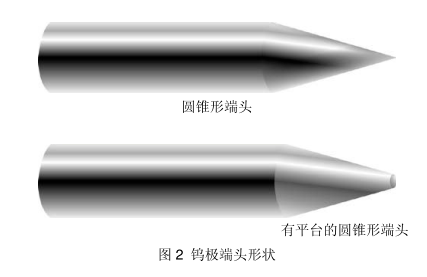
现在生产应用中的钨极端部主要有三种形状:即:球形,圆锥形和带平台的圆锥形。
球形端头
球形端头一般用于纯钨和锆钨电极,用于交流电以及传统的方波TIG焊接。首先需要说明的是球形端部并不是磨出来的而是在焊接后产生的。只需在推荐的电流条件下印染电弧即可,对于给定的电极直径,将在电极末端形成球形端头。球的直径不应超过1.5倍的钨极直径。端头球体过大可降低电弧稳定性,并可能脱落并污染焊缝形成夹钨。

圆锥形或者带平台的圆锥形
圆锥形或带平台的圆锥形钨极(对于纯钨、铈钨、镧钨和钍钨)适用于交流、直流焊接。将电极打磨成圆锥形,可以是引弧容易,产生更集中的电弧,从而具有更好的焊接性能。选择合适的端头形状和合适的端头角度是至关重要的。正确的选择取决于你想要达到的目的。
焊接薄板时(从0.1mm到1.0mm)用低电流焊接,建议将钨极端打磨成尖锐的圆锥形。圆锥形端头,可以是焊接电流更集中,并有助于防止薄板扭曲变形。
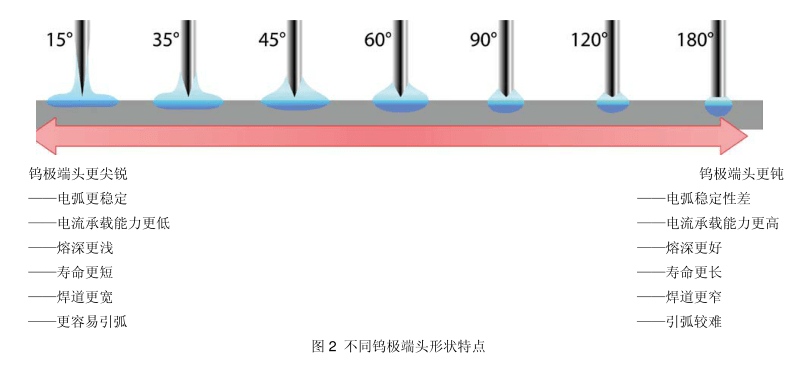
更高的电流条件下,建议将电极端打磨成有平台的圆锥形。此种端头形状可防止高电流融化掉钨极尖端,从而造成焊接熔池的污染。不建议使用尖锐的圆锥形端头在高电流条件下使用。
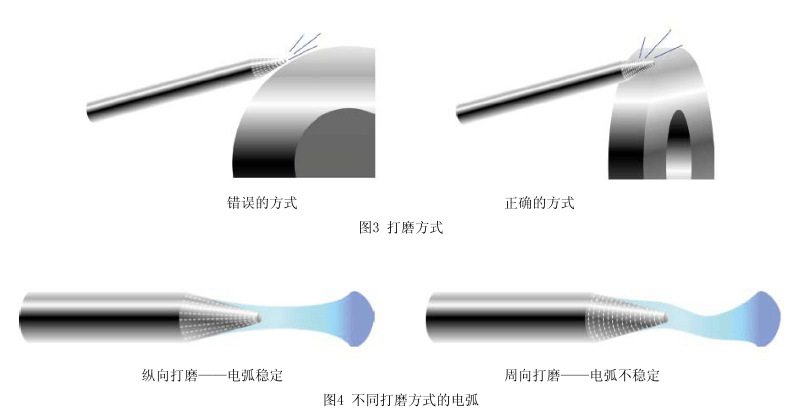
钨极端头的打磨
为了正确的打磨钨极并防止污染,最好使用专门设计用于打磨钨极的砂轮,该砂轮应具有打磨钨的硬度,钨极的轴线应与砂轮转动方向的切线一致,以确保打磨的痕迹是纵向的。
最主要的是在打磨钨极的时候要做好防护,在通风的地方,戴好口罩,病情戴好手套的做好安全防护!
☞来源于网络,焊潮网整理编辑,如有侵权请联系删除