新伺服压力机结构原理
鑫台铭伺服压力机由机架、机头、工作台、推杆、压板、伺服电机、电机控制器、减速传动、制动器、位置传感器、可编程控制器、触摸屏、工作机构、辅助机构等组成。
伺服压力机机身结构可分为C型、弓形、单柱、桌面式、双柱、三柱和四柱式。
伺服压力机主要由滚珠丝杠、滑块、压轴、壳体、力传感器、齿形同步传动装置、伺服电机组成。
 新伺服压力机结构原理
新伺服压力机结构原理
伺服压装单元构成:
驱动设备---伺服驱动
传动设备---同步轮结构、精细滚珠丝杆
压力输出---压力主轴
轴承套装---滚珠轴承、自润轴承等
压力传感器---外置型,结构漂亮,没有电线的干扰
机壳---钣金喷漆
操控体系---闭环操控
伺服电机是整个伺服压力机的驱动装置,电机的解析编码器能产生数字信号,分辨率高达0.1微米,精度高,测量速度快,适合较大的轴向速度。
力传感器是通过静态的弹性形变实现电阻的测量,具有稳定性好、成本低、应用范围广、操作简单等优势。
滚珠丝杠、齿形同步传动装置都是完成伺服电机到压轴的传动,特点是结构稳定、精度高、故障率低。
UFM软件可以通过OCX控件(可选)生成各种客户化的界面。UFM软件主要用于创建压机工艺程序及记录、显示和保存压装过程中的数据。所有这些数据保存在默认的ACCESS数据库里,对压装过程实现100%可追溯。
 新伺服压力机结构原理
新伺服压力机结构原理
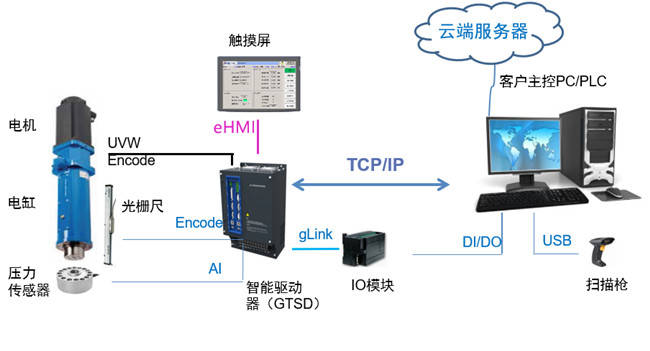
伺服压力机控制执行过程:通过软件编程运动过程控制,传输到数控应用模块,再通过伺服驱动器驱动伺服电机的运动,经过传动装置实现输出端的运动控制。压轴压出后压力传感器通过形变量反馈模拟量信号,经过放大、模数转换,变成数字量信号输出到PLC,实现压力监控;通过伺服电机解析编码器反馈位置信号,实现位置监控。
伺服压力机包括“伺服电动缸”和“控制器”。采用模块化闭环伺服控制系统,实现力与位移时间数据实时采集和分析,可进行力与位移监控、力与时间监控;具有压力控制、位移控制、速度控制,适用于对压装过程有严格要求的场合。配套12寸人机界面和专用软件,参数设置和编程方便,实时采集数据并输出力与位移曲线。配备公差识别窗口,自动判断压装结果OK/NG。
伺服压力机在对产品的压入过程中,实时显示当前压装位置、压装力,并及时准确的判断过盈量是否大小合适,同时显示出整个力与位移的压装曲线,很好的解决了传统压机只能压入不能检测、试验机效率低不能批量生产的弊端;设备整体结构均通过加强设计,刚性远超出一般普通压机标准,采取了整体防尘设计。
 新伺服压力机结构原理
新伺服压力机结构原理









