衬胶产品耐磨防腐方案
人气:2226
发表时间:2021-03-09
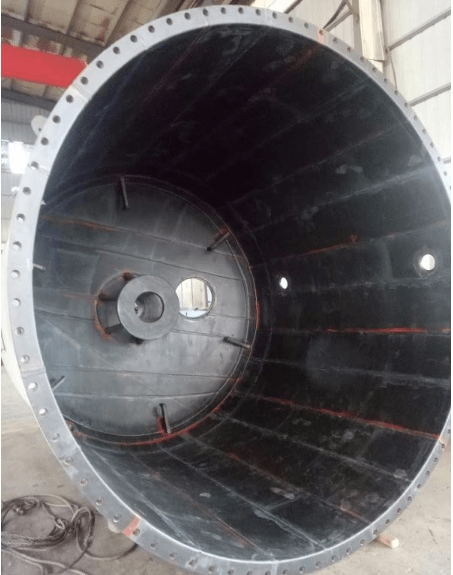
在矿业的传送部位的滚筒、托辊以及搅拌轴叶轮陈娇,在化工行业中衬胶罐等位置使用范围广并且为碱性环境,磨损、腐蚀问题最严重。洛阳融基工贸根据不同生产环境、不同磨损问题均有相对应的解决方案和修复产品,修复步骤近乎相同。

一、表面处理工艺
1. 割去鼓包开裂的衬胶。
2. (1)去皮:首先工作人员需要去掉防腐衬胶罐体便面起皮等部位,切割成方形等形状,不可切割不规则形状。
(2)除锈:维修人员用砂轮磨掉金属不好的地方,用砂布、小刀等弄平,使其展现出原有金属的光泽度,并需要保留有一定粗糙。将露出的金属面打磨至出现金属光泽。
3. 用清洗剂清洗打磨面,然后晾干。

二、耐磨修复材料选材(详情参照产品介绍)
1、RJ-115耐磨蚀涂层
2、RJ-157高强度橡胶修补剂
三、施胶工艺
1、施胶:将磨损的地方用清洗剂等擦拭干净后,按RJ-115橡胶修补剂A、B双组份混合比例搅拌均匀,用专用施胶工具,依次涂覆于衬胶磨损部位,并把施胶面修理平整、光滑,和原胶板边缘持平。
2、固化:在常温30℃(室温25℃)条件下,放置16-36小时完全固化。(如条件允许,可采用加热设备加热,减少固化时间。)

四、研磨、验收
1、检查衬胶每个地方是否修补完成。
2、检查各维修接缝的部位是否牢靠。
3、用电火花检查有没有漏电现象,如果发现立即进行再次处理。
五、修复标准
1、衬胶粘结良好、平整、无凸凹现象。
2、搭接粘合部位,无翻边、起毛现象。
3、粘贴橡胶片致密,结实,用小锤敲打为实音。