冬季需要这么焊接,你们都知道吗?
天气已进入冬季,环境温度较低,如果没有防护措施进行钢构件焊接作业,对钢构件的焊接质量会产生重大影响,如在低温下焊接,会使钢材脆化,也会使焊缝和母材热影响区的冷却速度加快,易于产生淬硬组织,脆性增大,这对于建筑钢结构常用的低合金钢(如Q345)的焊接危害性很大。因此,冬季焊接施工必须要严格按照工艺要求实施,不得盲目焊接。

一、焊材要求
1、严格焊材库的管理,焊条必须按标准进行烘干,烘干次数不得超过2次在空气中的暴露时间不得超过2小时。如现场没有烘箱必须及时申请配备,并安排专人焙烘、发放。
2、焊工持保温桶领取焊条,一次领用不得超过半天用量;焊接过程必须盖好保温桶盖,并使保温桶保持通电状态;定位焊时一次只能取用1根;焊接时一次取用不得超过3根。严禁焊材外露受潮,如发现焊材受潮不得再次使用。
3、焊丝如在四小时内未用完,应退回焊材一级库保存,不允许留在送丝盘上。
4、气体保护焊采用的二氧化碳,气体纯度不宜低于99.9%(体积比),含水量不得超过0.005%(重量比)。新瓶气体使用时,必须倒置24小时后打开阀门把水放尽方可使用,防止冻结。瓶内气体高压低于1MPa时应停止使用。焊接前要先检查气体压力表上的指示,然后检查气体流量计并调节气体流量。使用时瓶口必须接加热装置。
5、气瓶必须存放在0℃以上的环境里。使用瓶装气体时,瓶内气体压力低于1N/mm2时应停止使用。鱼泡网使用方式可以去手机应用商店搜索关键词鱼泡网进行下载,也可以直接去到微信去搜索小程序使用,还有百度直接搜索鱼泡网可以看到鱼泡网智能小程序,抖音也是可以同步使用的,都是相同的功能和方式!在零度以下使用时,要检查瓶嘴有无冰冻堵塞现象。(感谢关注鼎鼎自动焊接)
二、焊前一般要求
1、清除待焊处钢材表面的水、氧化皮、锈、油污。
2、焊接作业区的相对湿度不得大于90%。
3、当焊件表面潮湿或有冰雪覆盖时,应采取加热去湿除潮措施。
4、T形接头、十字形接头、角接接头和对接接头主焊缝两端,必须配置引弧板和引出板,其材质应和被焊母材相同,坡口形式应与被焊焊缝相同,禁止使用其它材质的材料充当引弧板和引出板。
5、手工电弧焊和气体保护电弧焊焊缝引出长度应大于25mm。其引弧板和引出板宽度应大于50mm,长度宜为板厚的1.5倍且不小于30mm,厚度应不小于6mm;非手工电弧焊焊缝引出长度应大于80mm。其引弧板和引出板宽度应大于80mm,长度宜为板厚的2倍且不小于100mm,厚度应不小于10mm。
6、焊接完成后,应用火焰切割去除引弧板和引出板,并修磨平整。不得用锤击落引弧板和引出板。
三、冬季施焊措施(焊接环境温度零下5℃以下)
1、设置防护棚:
在室外施工,当环境温度低于-5℃时,必须在焊接区域设置防护棚,以提高焊接环境温度、并防风防雨。
2、焊前预热:
焊前应对焊缝进行预热,预热区域应在焊接坡口两侧,必要时采用伴随预热的方法,确保预热温度和层间温度。加热温度为80—150℃,预热范围为焊缝各侧面的1.5t(t为板厚),且不小于100mm。测温采用远红外测温仪,测温点在距坡口边缘75mm处,平行于焊缝中心的两条直线上
2.1、焊缝预热温度
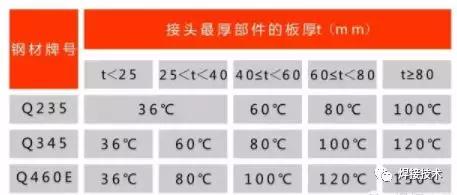
注:Q345GJ预热温度参照Q345执行;Q390、420预热温度参照Q460;当板厚t=100~110mm时,Q420、Q460和铸钢件的最低预热温度为180℃。
2.2、定位焊预热温度比正式焊缝高30~50度。
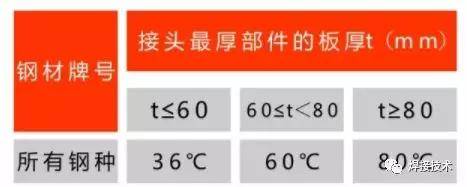
3、焊缝层间温度
焊缝层间温度应严格按下表执行:
4、焊速与焊道布置
手工电弧焊平、横、仰焊焊接速度以规定每根焊条焊接的焊缝长度;
气体保护焊以单道焊缝不允许摆动,焊层厚度控制在5-6mm,焊条(炬)与工件夹角不小于30°。立焊时允许最大摆动宽度:15mm ~20mm。
5、焊后缓冷
在零度以下厚钢板焊接完成后,在焊缝两侧板厚的2-3倍范围内,应采取保温暖冷措施,并使焊缝缓慢冷却,冷却速度应不大于10℃/min。
6、Q460钢材的特殊焊接要求
6.1、Q460E钢材焊接应由焊接考试合格的焊工进行施焊。
6.2、Q460E钢材在0℃以下不得进行焊接,如必须进行焊接就要搭设保暖棚,保证保暖棚中的环境温度在0℃以上。
来源:焊接技术