利用Excel计算制冷剂充注量的方法与可行性分析
点击图片下载:《翅片式换热器设计与仿真课程资料》
一、制冷剂充注量与性能的关系:
关于制冷系统制冷剂的充注量,一直是各大高校、科研单位、企业研究的对象,因为制冷剂充注的多或者少,都会影响到制冷系统的制冷量、功率等参数,我们看下以下几个关系曲线图:
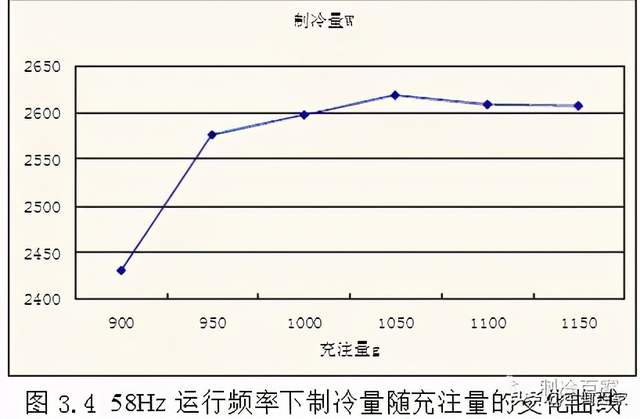
有图3.4可知,在一定的压缩机运行频率下和相同的电子膨胀阀开度下,随着充灌量的增加,制冷量逐渐增大,在达到峰值以后,然后又逐渐的减少。
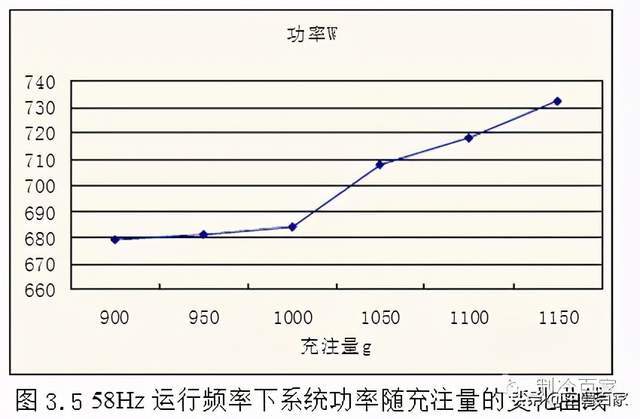
由图3.5可知:随着充灌量的增加,空调器输入功率上升。由于空调器的输入功率是由压缩机和风扇电机两部分构成的,其中风扇电机功率很小基本维持不变,而压缩机随系统运行情况变化很大。
压缩机功率与制冷剂的质量流量成正比,随着充灌量的增加,压缩机的质量流量增加,引起压缩机的耗功增大从而引起空调系统的输入功率逐渐增。
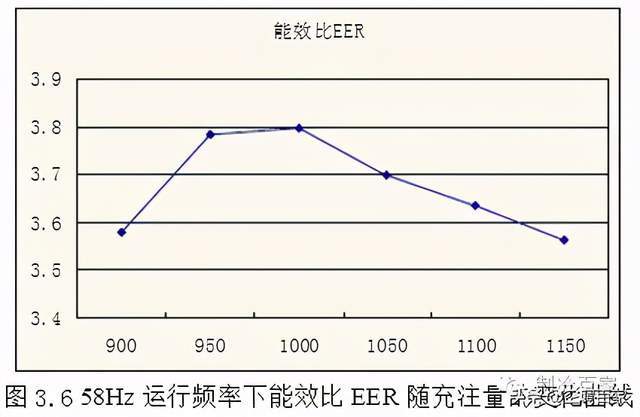
由图3.6可知,随着充灌量的增加,在能效比EER呈先增大后减小的趋势。当充灌量较少时,制冷量增加速度较快,而输入功率增加得相对较慢,所以EER=Q/N呈现增大的趋势,随着充灌量的继续增大,输入功率的增加速度大于制冷量的增加速度,因而EER 开始减小。
二、如何确定制冷剂的充注量:
在我们实际的设计或者调试当中,我们有很多方法去判断制冷剂的充注量是否合适;下面是一些老师傅们总结的常用的判断方法:
1、用手触摸吸气管、排气管感知铜管的冷热;
2、观察视液镜里的气泡;
3、测量高低压压力
4、测量压缩机的电流
5、计算过热度
6、计算过冷度
7、测量冷凝盘管、蒸发盘管的进出风温差
8、观察吸气管上的结露情况
9、称重量充注
当然这上面的方法都是具有一定的弊端,我们挑几个给大家讲解下弊端在哪里:
比如利用计算过热度的方法来判断充注量:弊端在哪里呢?
考虑因素:
毛细管系统
a、热天
b、冷天
c、潜热负荷
膨胀阀系统
a、冷凝器储液过多
详细阐述:
01)、通过测量蒸发器上吸气管的吸气温度和压力数值来计算过热度,压力值转换成温度值减去吸气温度值的差值,即为过热度。
02)、对于毛细管系统,测量正确的毛细管流量取决于压力和阻力。如果在冷天为了保证正确的过热度冲注系统,在热天系统会出现冷媒过量。对于最大热负荷条件的毛细管系统,会多加冷媒,由于最大热负荷是假想的,会减少冷凝器的面积,使高压升高。
03)、对于膨胀阀系统,会很容易冲注过量,由于膨胀阀会自动开启、关闭,过多或不足的冷媒流量通过盘管,会保持不变的过热度,如果认识到这一点,会使冷凝器内积聚更多的冷媒,引起高压升高,电流偏大,压缩机耗损。
利用测量压缩机的电流来判断制冷剂充注量,弊端在哪里?
考虑因素:
1)、冷天冲注氟利昂
2)、热天冲注氟利昂
3)、盘管的干净与肮脏程度
4)、过滤网的肮脏
5)、马达轴承的耗损
6)、主电源电压过低
7)、主电源电压过高
详细阐述:
在不同的情况下测试的电流也不同,例如电流受主电源电压值的影响,电压值的偏差引起电流的偏差。
电流还受到马达轴承的润滑、热天、冷天的影响。
三、利用Excel计算制冷剂充注量的可行性?
那么我们有没有什么办法,在设计的时候,就可以准确确定制冷剂的充足量呢?
首先我们必须要知道制冷系统的大部分制冷剂都在两器和液管中,其中两器中制冷剂的状态我们也要了解,以下就是两器中制冷剂状态的容积比计算方法:
01、冷凝器制冷剂的状态分析:
我们都知道:在冷凝器中, 根制冷剂状态的不同可分为过热段、冷凝段、过冷段三部分, 三部分的相对位置由冷凝器同周围环境间的换热条件决定;
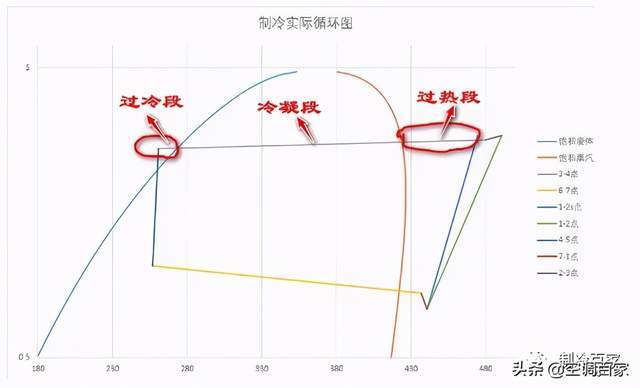
如上图所示:
过热段:制冷剂进入冷凝器后冷凝,直到达到饱和蒸汽临界点;图上的排气到饱和蒸汽曲线交点的直线段。
冷凝段:制冷剂从饱和蒸汽段冷凝到饱和液体的直线段;图上两根饱和线之间的位置。
过冷段:制冷剂从饱和液体持续冷凝到过冷度位置。
三段的焓值情况如下表格所示:

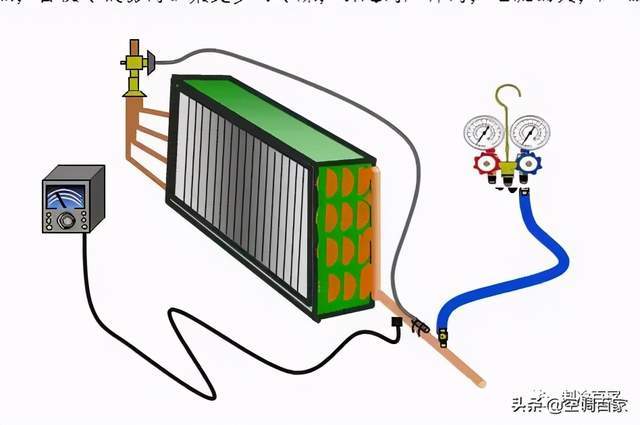
本系统中的冷凝温度为45℃,我们假定下空气侧的状态参数,进口温度25℃,出口温度30℃;关于换热的对数平均温差计算如下:
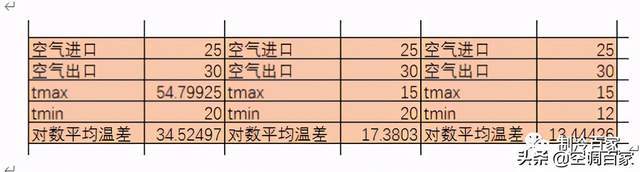
我们将冷凝器微分成很多小块,微分的原则是每小块的焓增相等;根据计算公式有:
冷媒侧换热量:Q1=m*Δh(换热量=质量流量*焓增)
空气侧换热量:Q2=K*A*ΔTm(换热量=换热系数*换热面积*换热温差)
根据能量守恒我们有:Q1=Q2;
所以有:m*Δh= K*A*ΔTm
进行如下变换A= m*Δh/ K*ΔTm
首先我们可以认为整个换热器的换热系数应该是相等的(实际可能稍微有点偏差,不影响计算结果),由于制冷流量和焓增都是相等的;所以,细分的换热面积与ΔTm是成反比关系的;
根据上述的阐述,我们有以下计算结果:

02、蒸发器制冷剂的状态分析:
根据上述的方法,我们同样来计算蒸发器的换热状态:
蒸发器中的制冷剂状态是蒸发段和过热段,如下图展示:
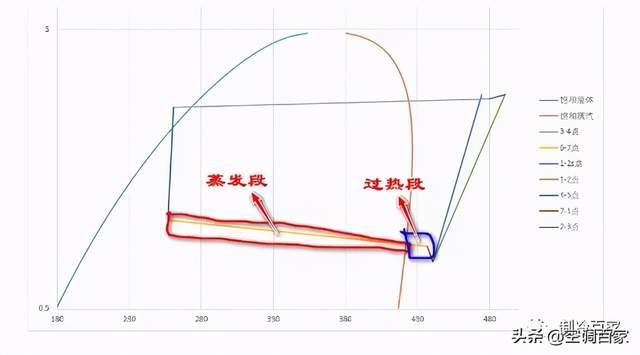
两段的容积比计算数据如下:

很多学员在问了,这个体积比有什么用呢?后面我们将利用这个体积比来直接计算整个系统制冷剂的充注量
03、容积—密度曲线绘制:
上节课,我们讲解了利用EXCEL来计算换热器中制冷剂状态的容积比,通过这个容积比,我们能够准确的计算出冷凝器和蒸发器制冷剂的充注量,由于制冷系统中80%-90%的制冷剂都在两器,因此,我们可以计算出整个系统制冷剂的充注量,那么如何利用EXCEl来计算呢?
制冷剂的质量有如下公式:
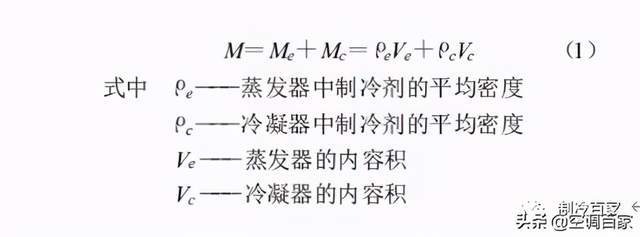
我们先来看下冷凝器,我们只需要知道冷凝器的容积,然后乘以平均密度,就可以得到冷凝器中制冷剂的质量了;
方法如下:
根据上节课的介绍,我们计算出了冷凝器中三种状态(过热、冷凝、过冷)的容积比了;我们假设每段的换热系数与换热温差是相等的;
根据以下公式:
A= m*Δh/ K*ΔTm
则每个焓增都对用相同的换热面积,
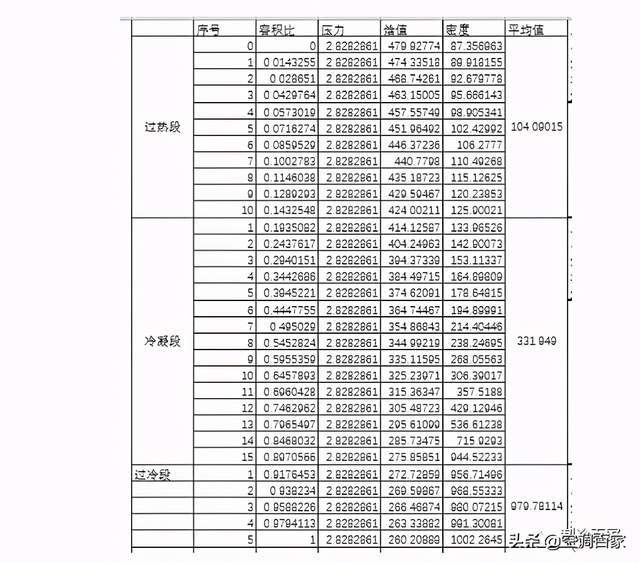
将焓差均分为10点,容积比也均分为10点,每点的容积比、焓值如表格所示:通过每点的压力和焓值,计算出对应的密度:
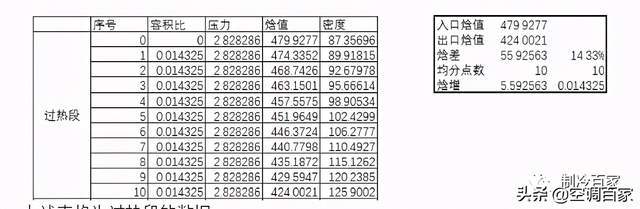
上述表格为过热段的数据。
其他两段数据结果如下:
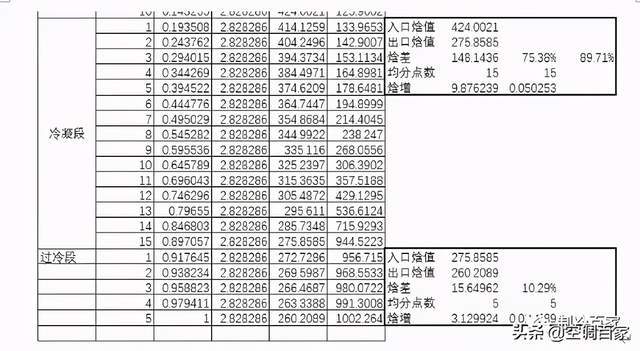
我们有了这些曲数据,可以绘制密度—容积比的曲线了。
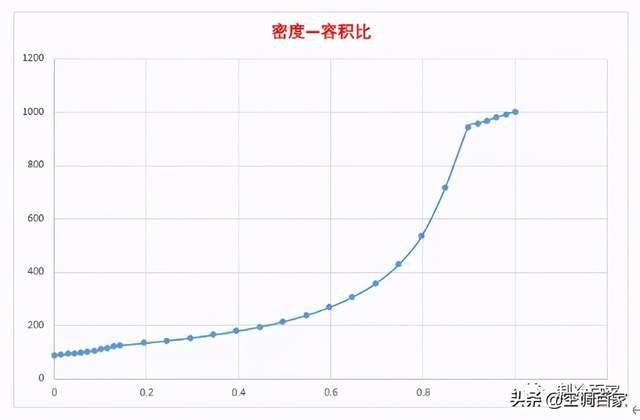
有了这个曲线,我们可以直接通过计算曲线下的面积,就是冷凝器内的蒸发器质量了。
可以分成三部分分别计算,过热段、冷凝段、过冷段,这样会准确一点;小伙伴可以自行尝试,我们下面直接利用趋势线的方法来计算整条曲线的面积(相对计算三条曲线面积来说误差偏大一点)
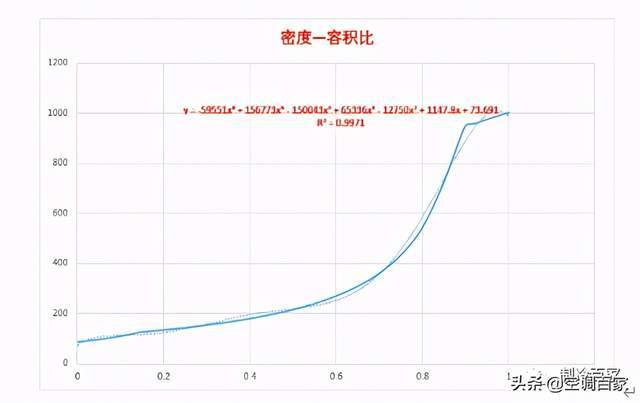
求取曲线的面积对数学一般的同学来说难度有点大,我们需要根据趋势线的函数,求出原函数,再根据原函数来求曲线面积,用Excel不好实现;这里建议数学一般的同学回归原始公式:
我们利用每段的平均密度乘以容积比就是制冷剂的量了。
如下计算表格:
经过计算,如下结果:
M(冷凝器)=413.55V(冷凝器容积)
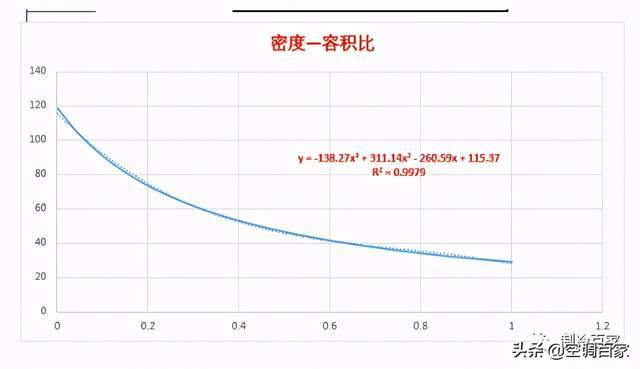
同理,我们绘制下蒸发器的密度—容积比曲线,如下结果:
绘制密度—容积比曲线,得到如下:
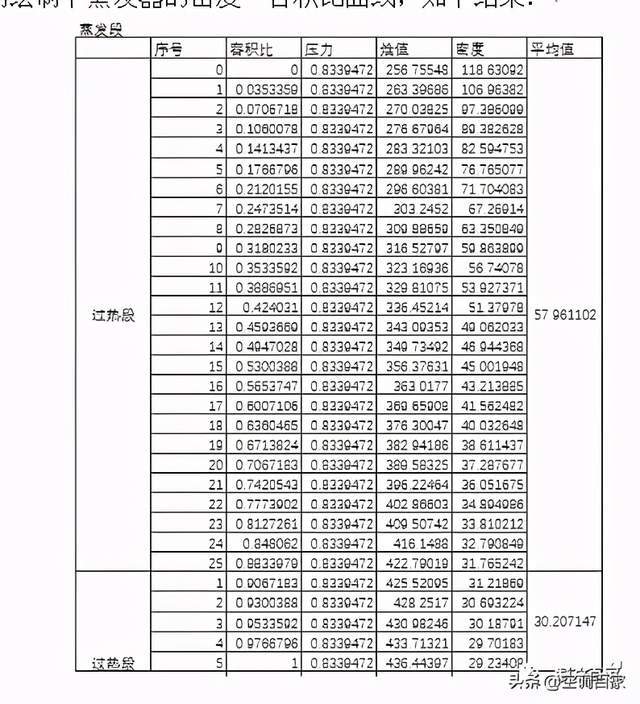
任然利用上面冷凝器的思路,经过计算,如下结果:
M(蒸发器)=54.72V(冷凝器容积)
最终的结果:
M(制冷剂充注)=1.15*(413.55V(冷凝器容积)+ 54.72V(蒸发器容积));
其中:1.15为经验系数,各位同行可以利用相同的思路,分别求得压缩机、排气管、液管、吸气管的体积,然后乘以平均密度的思路来求解,我们这里不做详细的讲解。
如果系统中有储液器的存在,这个系数需要增加。
我们这里不讲解利用曲线面积求解的过程,这个对于一般的学员来说难度很大,需要利用微积分求原方程,我们利用EXCEL做仿真的原则就是人人都可以掌握,所以这里讲解了求平均密度的方法来求得结果,实践证明,偏差不会很大。
我们以蒸发器的模型来做介绍:
蒸发器的趋势曲线方程是:
y = -138.27x3 + 311.14x2 - 260.59x + 115.37
求得原函数是:
F(x)=-34.5675X^4+103.71X^3-130.295X^2+115.37X
我们按照原函数,求得每个点的累计面积,表格如下:
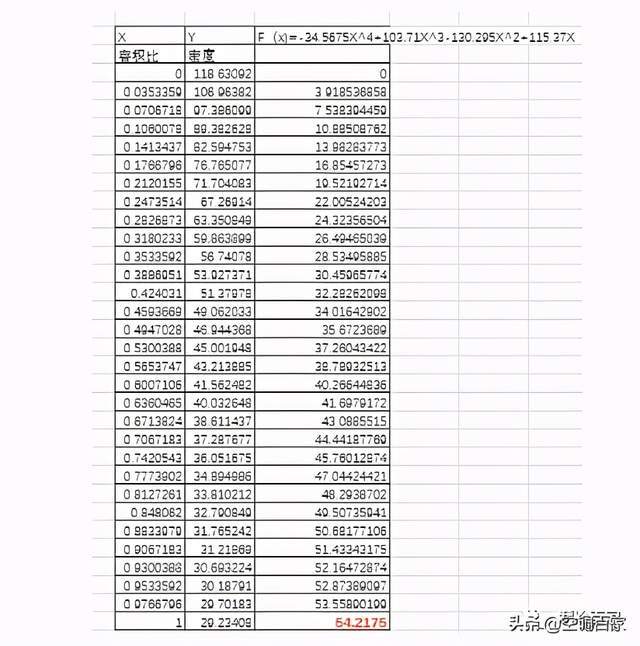
计算下来,最终计算面积是:54.2175;
对比下差值:
A=54.72/54.2175-1=0.9268%;
偏差值仅在1%以内;
点数越多,偏差会越小。
所以这里建议数学不好的同行,直接求平均值也是可行的。
不同的制冷剂或者不同的系统,计算的方法一样,结果是不一样的,这里提供的这种思路供同行参考,可以理论计算结合实际,再一次次修正,相信几次之后,你的制冷剂充注量可以计算的很精确啦。
关于《Excel做制冷系统辅助设计和仿真》的课程资料,请:点击图片下载《excel做制冷系统计算和仿真》的资料包:
