铜管焊接方法与防氧化处理
人气:2002
发表时间:2021-05-24
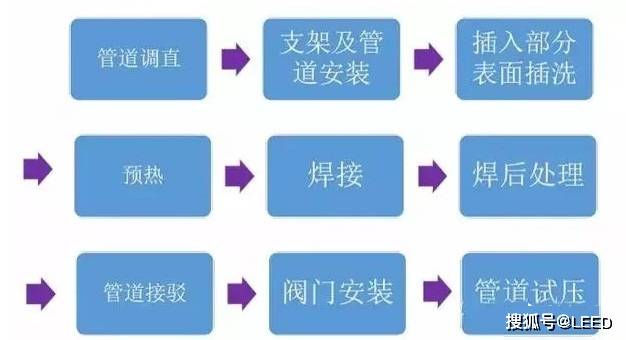
焊接流程与操作工艺:
管道切割:铜管的切割可采用钢锯、砂轮机、铜管割刀,但不得采用氧--乙炔切割。铜管坡口加工采用锉刀或坡口机,但不得采用氧--乙炔焰切割加工。夹持铜管的老虎钳钳口两侧应垫以木板衬垫,以防夹伤管子。

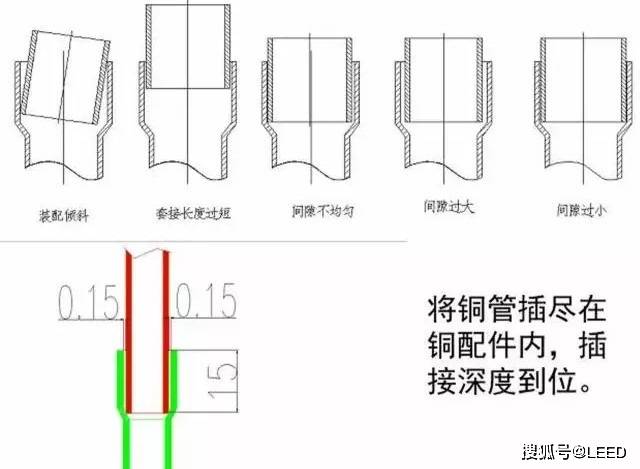
铜管插入:接头部分的表面,不得有任何种类的油脂、氧化物、污迹和灰尘,否则会严重影响钎料对母材的焊接性能,产生缺陷。因此,表面应用其它有机溶剂擦洗。铜管接头一般是没有污垢的,若有可用铜丝刷和钢丝刷处理端部,不可用其它不清洁的用具进行处理。

用砂纸将铜管铜管插入接头部分的表面的油脂、氧化物、污迹和灰尘磨清。
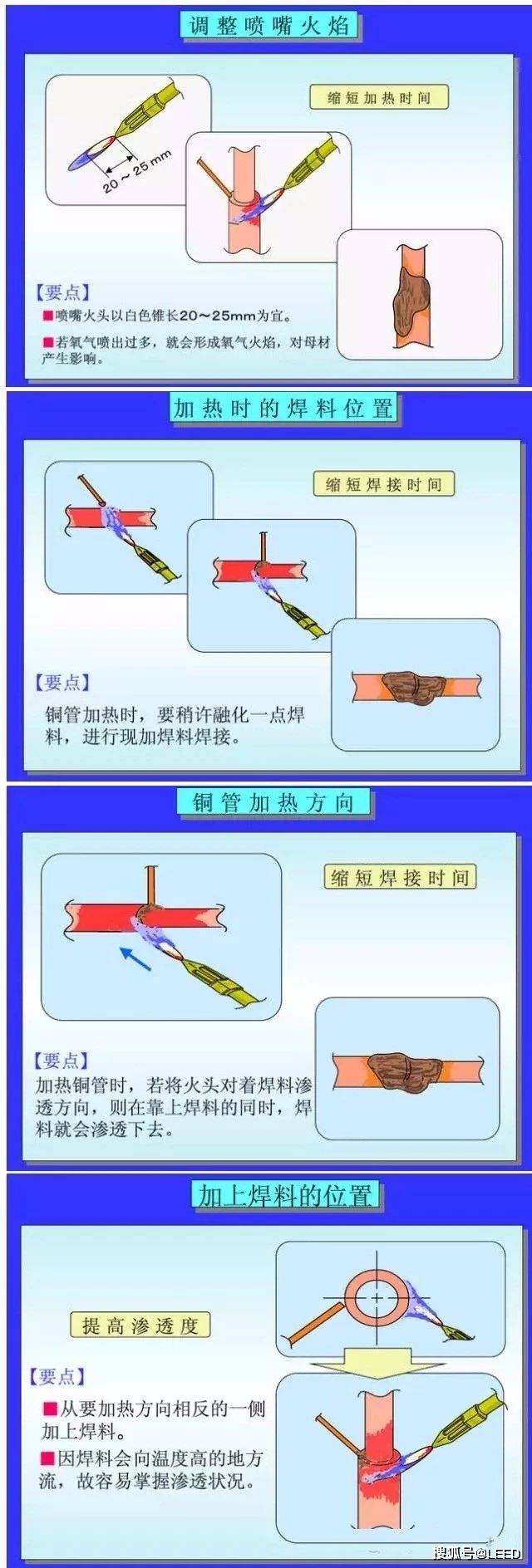
均匀加热被焊接管件,用加热的钎料沾取适量钎剂(焊粉)均匀抹在缝隙处,切勿将火焰直接加热钎料。当钎料全部溶化时停止加热。下面来看看具体的操作流程。
焊后处理:焊接结束间隔几分钟后,用湿布揩拭连接部分。这样既可稳定焊接部分,又可以去掉焊接面上的熔渣,以防腐蚀。焊接后正常的焊缝应无气孔、裂纹和未熔合。注意,请勿用冷水冷却焊接部位。
铜管焊接防氧化处理:如果没有进行必要的防氧化防腐处理,焊接处很快就被氧化腐蚀掉,焊接处发黑就是氧化的表现,影响设备的整体美观度。比如下图就是。

使用紫铜防腐喷漆进行喷涂(不是油漆),铜喷漆有良好的导向性,为铜金属表面提供良好的防氧化保护,可以防氧化防腐蚀。
使用方法
第一步:用毛巾把产品擦拭干净,除去污渍、油脂或是氧化皮。

第二步:使用前摇晃几次罐体。

第三步:使用铜防腐喷漆进行产品喷涂,喷涂距离建议在25cm左右。

紫铜防腐喷漆进行喷涂效果:
