西安伺服压力机精准控制质量和过程
鑫台铭西安伺服压装系统由主机、控制电脑、机架(选配)组成,结构紧凑,刚性强。主机机身结构有四柱式、三柱式、双柱式、单柱式、桌面式、C型等。
西安伺服压力机结构:
西安伺服压力机主机结构以电动缸驱动为主,电缸以滚珠、滚珠丝杆传动为首选,经济适用型可采用T型丝杆。各要素参数以丝杠的精度等级为准,使用寿命亦参考丝杠的使用寿命。压力涵盖0.1-20T范围,满足精密压装组件的基本需求。机型装配精度达到行业最高标准,机架结构稳定性按更高级别选配,完全满足对应压力等级的需求,经久耐用。由于选用高级别机械结构,同等参数级别,系统产生的变形量更小,变形量的偏差范围更小,即便产生变形量,依托强大的软件修正功能,可将变形量修正在合理的公差范围内。
 西安伺服压力机精准控制质量和过程
西安伺服压力机精准控制质量和过程
伺服压力机控制系统:
控制系统选用工控机,自主研发FPGA控制板卡、软件,控制板卡与软件完美结合,有别与传统PLC控制,控制精度、准度上升至新的数量级。传统PLC数据采集受控,采样点不超200点每秒,工控机采样数据超2000点每秒,峰值可达4000点每秒。同时数据采集相对PLC上升到更高的级别,采集快,系统扩展性好,数据存储,PLC存储空间太有限,该系统可做存储空间的拓展,依据客户选配。软件在工控电脑编写,与上下游对接方便。通过特有的包络线技术,可对压装过程中力-位移-速度关系做最精密的监控,实时反馈数据,为客户的选材、工作效率匹配最佳的压装方案。
1、该系统采用先进神经元算法的全闭环控制。分析数据曲线非常方便,为程序优化提供无限可能,能够满足客户任意的合理压装要求。
2、传统PLC控制系统局限于分析某个位置对应力的范围,能够分析位移、力形成的函数区间。
3、该系统提供了强大的数据汇总、联网功能。程序预留数据接口,可以导出原始数据,亦可方便的上传、下载。强大的数据分析功能,能够迅速定位不合格区域,方便及时发现问题。系统预留多个IO接口,方便与外部设备进行无缝对接。针对不同的压装预案,系统具有多批次保存控制程序功能。
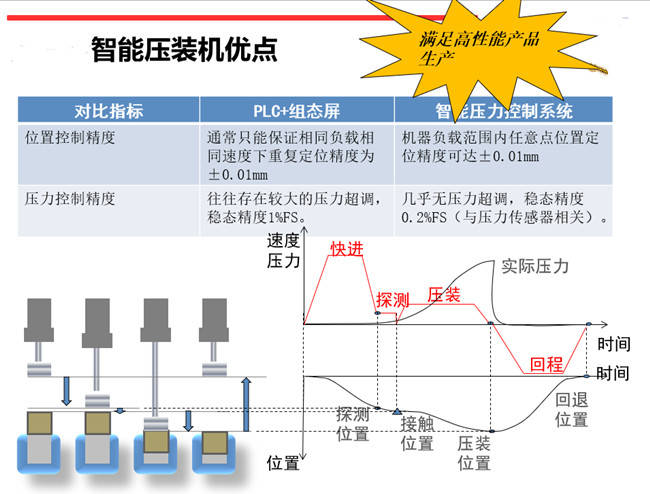
4、设定精确位置停止,设定精确力值停止等多种压装模式;轻松完成多段压装工作要求;在有效行程内,可以任意设定精确位置停止,设定精确力值停止,位置重复精度为正负0.01mm,压力重复精度为正负1%;系统具备强大的机械刚性变形修正功能;能根据试样的不同高度而动态调整压装目标;多台系统可组成一个分布式网格,便于数据汇总、分析;该系统有研发和生产两个版本,可根据客户需求选配。
 西安伺服压力机精准控制质量和过程
西安伺服压力机精准控制质量和过程
控制软件中设定具体压装参数后,双手启动运行按钮,伺服压力机参照己设定参数运。
试样压装完成后,试样结果数据和压力位移曲线显示在电脑上,实时控制过盈配合质量,同时满足试样数据可追溯管理。实时检测并去除不良品,实现生产检测一体化,同时,也可以帮助优化工艺技术参数和设计。
流程特点如下:
1.具备在任意压装位移范围内检测压力的范围(最大值和其它数值),从而判定是否满足设定质量控制条件。
2.具备压力和位移的实时变化遍历过程,便于分析整个压装过程中的实时变化,从而判定是否满足设定质量控制条件。
 西安伺服压力机精准控制质量和过程
西安伺服压力机精准控制质量和过程

