【技术】量具测量能力Cg/Cgk的五大常见误区
点击 蓝字关注我们
质量开讲,让质量有温度
随着过程能力指数系列的相关应用,紧跟在设备过程能力的出现以及应用之后,量检具过程能力Cg/Cgk也随着工业发展应运而生了。
Cg/Cgk是评估一个检测设备的测量能力是否满足被测质量特性的公差要求相匹配的方法。它主要用来评估量具内部的变差对整个公差带的影响。
今天与大家一起分享量具测量能力的基本知识及五大常见误区。
误区1:Cg与Cp/Pp/Cm公式类似
Cg主要是评估量具自身的重复性,重复性是量具对同一部件进行一致性测量的能力。在符合要求的量具中甚至也会出现一些测量变异,但相对于部件公差而言变异太大,则表示该量具变化太大不适用于测量。例如,如果某内孔直径的公差是 5 mm,但参考标准件重复测量值也超过了5mm,则您将无法使用该量具确定内孔是否在公差范围内。与公差相比,量具测量值的变异应小于公差。
cg——量具重复精度能力系数,其公式为
其中,K为公差百分比,一般默认为20,T为公差带,s为测量值标准差,L为整个过程散布相当于其标准差的倍数,一般默认为6。此外,根据公司的标准不同,分母有取6s的情况,也有取4s的情况,以6s的情况应用较为普遍。因此该公式可以简化为
从简化公式看出,Cg的分子明显与其它不同,一般设置为公差带的20%。
Cg 值大于 1.33 说明相对于公差范围而言该量具测量值的散布范围非常窄。例如,如果使用默认值 K 和 L,Cg 度量为 2 表示公差范围的 20% 将覆盖测量值的整个散布范围两次。此 Cg 值表示量具在此公差范围内有效。行业内一般由2种标准。Cg≥1.33或者Cg≥1,具体要依据每个公司的各自标准要求。
误区2:Cgk与Cpk/Ppk/Cmk公式类似
Cgk主要是用来评估量具自身的偏移。还评估量具的偏倚,即量具平均测量值与官方参考值之间的差异,您的量具目标是“true”值。一般采用T检验进行分析,如Minitab 使用不存在偏倚的原假设的 t 检验分析偏倚。实质上,此检验是用于确定平均测量值是否与参考值显著不同的样本 1 的 t 检验。如果存在统计意义上显著不同的偏倚,则可以断定您的量具测量值始终高于或低于正确值。量具过程能力 Cgk 一起评估重复性和偏倚。Cgk 将研究变异与公差相比较,但它还会考虑测量值是否“在目标上”。Cgk 随量具平均测量值和参考值之间的差值地增大而减小。
cgk——量检具准确精度能力系数,其公式为
其中,K为公差百分比,一般默认为20,T为公差带,s为测量值标准差,L为过程散布的一半相当于其标准差的倍数,一般默认为3。此外,根据公司的标准不同,分母有取6s的情况,也有取4s的情况,以6s的情况应用较为普遍。Xg-Bar为所有测量值的均值,Xm为重复测量值的名义值,其一般由高一级测量精度的设备来进行校准鉴定测量。因此该公式可以简化为
从简化公式看出,Cgk的分子明显与其它不同,其为0.1倍公差带减去实测值与名义值的差值,而其余过程能力指数为均值与公差上下限的距离取小值。
Cgk 值 1.33 是表示能力量具的常用标记值 – 既精确(高重复性)又准确(低偏倚)。目前行业内一般有2种标准,Cgk≥1.33或者Cgk≥1,具体依据每个公司的各自标准要求。
误区3:量具测量能力可以单独对量具进行评价
量具测量能力研究的量具自身是否具备匹配质量特性公差带的要求,对人员,环境等因素尚未考虑在内,因此仍需要做线性偏移,重复性,再现性等研究完成后续的验证或鉴定。
目前行业内一般将量具测量能力称为type 1研究,GRR称为Type 2研究,量检具的验收和周期性鉴定均需要先做Type 1研究然后做Type 2研究,只有2者同时满足要求才能说该量具鉴定合格可使用。
误区4:使用的测量件可以像过程能力一样随机抽取
研究量具测量能力首先应选择一个标准件或样件,其必须是高一级精度的检测设备检定或测量的标准件或者样件。如果没有,也可以采用生产件,但只能计算Cg,不能计算Cgk。
误区5:重复测量次数至少为30次
用该量具(检具,检测设备等)在确定的检测位置必须是相同的条件下重复对样件测量至少25次,一般要求为50次。这一点与过程能力的要求测量30个测量值不一样。
量具测量能力的计算利用minitab或者Qdas等专业软件进行计算,该两种软件均可以通过Type 1 量具研究进行计算并评价,以minitab为例。
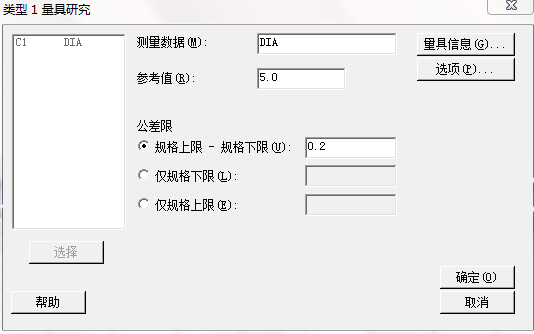
通过“统计”——“质量工具”——“量具研究”——“类型1量具研究”路径,里面输入参考值(名义值),公差限等信息。
参考值为前面所介绍的标准件或者样件由高一级的测量精度的设备测量的结果。公差限为质量特性要求的公差带,如果为单向公差,需要选择规格下限或者规格上限进行填写。
“量具信息”可录入量具名称,填表人员,研究日期等相关信息。
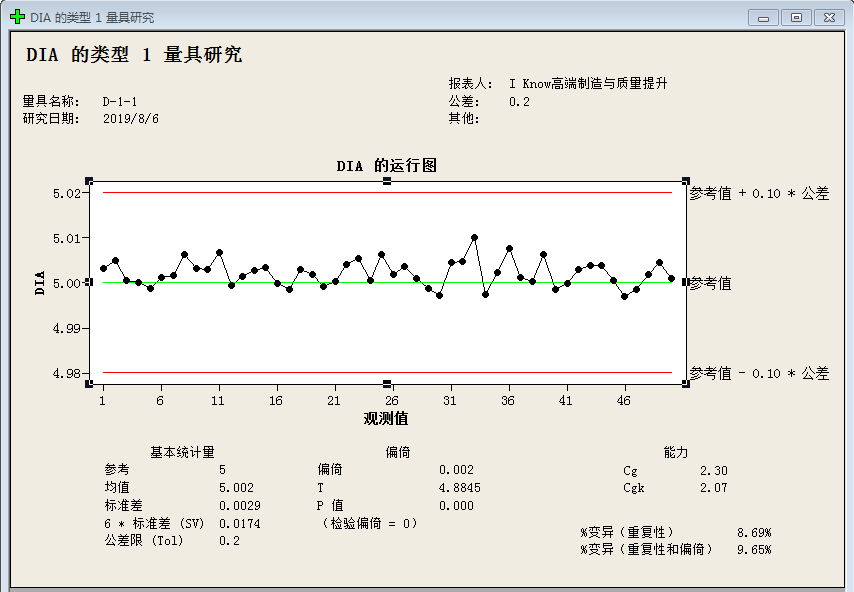
点击确定之后,就会弹出过程能力研究的结果,如下图所示,该量具的Cg/Cgk大于1.33,满足要求。如不满足要求,需要根据具体情况进行分析改进。
1
END
1
大家都在看:
【领取】超长丰田内部品质体系PPT, 太有料
【热点】汽车工程师的“宫斗剧”,都是人才啊
【领取】华为质量管理基础手册,想要的都有
【领取】日产尼桑(NISSAN)现场管理手册
【难题】生产又与品控掐起来了,怎么破
【领取】你喜欢的8D报告和案例详解来啦
【领取】弄懂这套精品PPT,FMEA可以上天
【领取】新版三体系内审检查表,一定用得到
【领取】为什么博世牛?看它的SPC教材就知道
【PPT】5Why问题分析法完整版,多问几个why
关注小编二维码
我是质量开讲滴小编
咱们有话,质量群里说
更有N多质量大咖在群里哦
找不到我们?
来来来,打个小星星 ★,
每天同最棒的质量知识面对面!
文章来源
网络
免责声明:本文系网络转载,版权归原作者所有。所转载文章并不代表本公众号赞同其观点和对其真实性负责。 但因转载众多,无法确认真正原始作者,如涉及作品版权问题,请及时联系我们,我们将删除内容以保证您的权益!
福 利 社
关注“质量开讲”,您可以回复 1-10任意数字,或以下关键词,查看质量专题。
工业4.0;CPK;PPK;SPC;统计过程控制;柏拉图;帕累托图;五大工具;APQP;PPAP;改善;改进;提升;变更管理;质量成本;QCM;测量;MSA;QSB;8D;控制图;鱼骨图;ISO;质量管理;质量管理体系;抽样;检验;检测;食品安全;食品饮料;HACCP;QC七大手法;新QC七大手 法;旧QC七大手法;管理制度大全;质量大全;IPQC;制程品管;来料;进料;QA;QC;QFD;FMEA;ERP;PDCA;直通率;质量归零;纠正措施;实验设计;六西格玛;精益生产;精益管理;车间管理;车间现场管理;生产管理;5S;6S;供应链;供应商;SQE;多品种;小批量;JIT;准时制生产方式;无库存生产方式;零库存;可靠性;可 靠性分析;标准;认证;丰田;奥迪;宝马;玛莎拉蒂;audit;奥迪特;宝洁;三星;审核;内审;外审;绩效;汽车;华为;田口方法;零缺陷;QC小组;质量看板;看板管理;德国制造;日本制造;中国制造;美国制造;质量会议;生产流程;质量考核;制造业智能;智能制造;SPC问答;常见SPC问题……
您仅需在质量开讲的主页对话框中输入您感兴趣的关键词例如 Cpk、SPC、六西格玛、精益生产、SQE等等关键词。系统会自动给您回复哦!
盈飞无限国际
全球质量 智能解决方案
领导者。 五百强制造
企业首选质量预警定位
分析系统。
特别推荐
网址:www.infinityqs.cn
盈飞无限,服务全球质量改进30年!
别忘记转赞看一条龙哦,保证您不会错过质量开讲任何一条好内容!
分享
点赞
在看