干货来袭!基于产品控制的量具过程能力Cgk
偏倚显著性检验除了受量具自身偏倚大小影响之外,还与量具的重复性和测量次数的制约。重复性越差的量具,测量次数越少越容易通过。所以,我们要求在评价偏倚的时候,必须先评价重复性,并对测量次数标准化。即便如此,在实际工作当中,偏倚评价犯错的还是不少,直接掉到统计显著性检验的坑里。那么,在评价量具的重复性的同时,又能评价量具的偏倚,同时还具备常规偏倚快捷评价的简单粗暴?答案当然是有!就是量具能力指数——Cgk。
一、系统思维 VS 产品控制思维
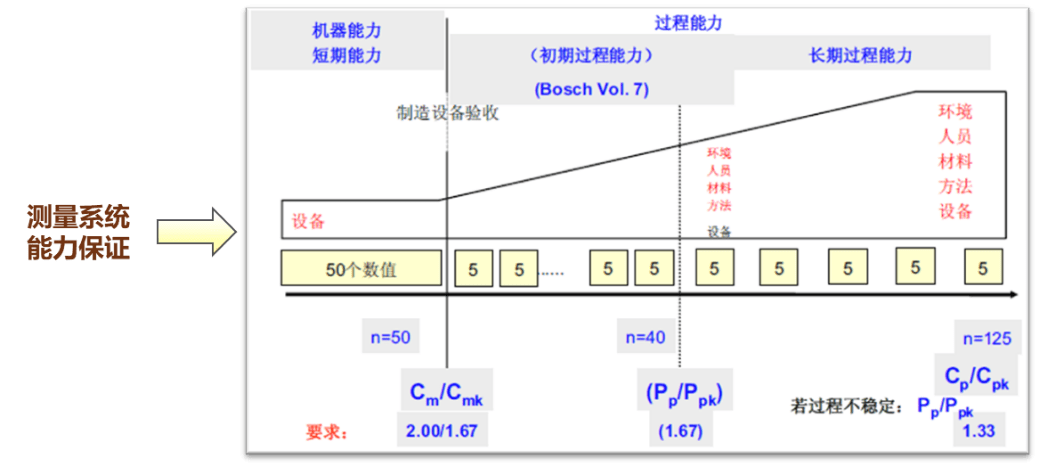
量具能力指数Cgk是德系VDA 5里面的一个非常基础的概念,也是德系过程质量控制实施的前提。德系的过程质量控制可以参考下图。从Cgk、Cmk到Cpk(Ppk)就是生产过程变异的传导,不断放大的过程! 从Cgk、Cmk到Cpk(Ppk)等统统和产品规格关联去评价;所以,德系是典型的产品控制思维!
请点击输入图片描述(最多18字)
如果仅仅只从产品控制的维度来看,德系Type 1研究可以替代美系的偏倚和线性分析;且其实践性、可操作性更强。但现实工作当中,所面临的情景往往是复杂多变的,如果仅仅从产品控制的维度来评价则很有可能会带来高额的成本,这时候美系的系统思维的优势就得以凸显,因为测量系统只要能够满足最终产品或过程控制即可。举个很简单的例子说明下这个问题:
- 一个最终产品要符合防火等级的要求。这个产品内芯为结构泡沫、外面由环氧树脂和玻璃纤维组成的玻璃钢结构100%包裹。理论上,最终成品可以轻松通过防火等级测试要求。
- 但如果要求各部件都要单独通过测试,则很有可能会出问题;因为结构泡沫自身从机理上就不能通过防火测试。
这时候,如果从德系产品控制的维度来看,则需要寻找替代材料,比如说蜂窝铝等。而美系的系统思维,则只要成品合乎要求就可以接受。当然,则两种思维方式不存在孰优孰劣,只是价值导向不一;具体应用,应取决于实际应用的场景和目的。
二、量具过程能力Cgk的评价
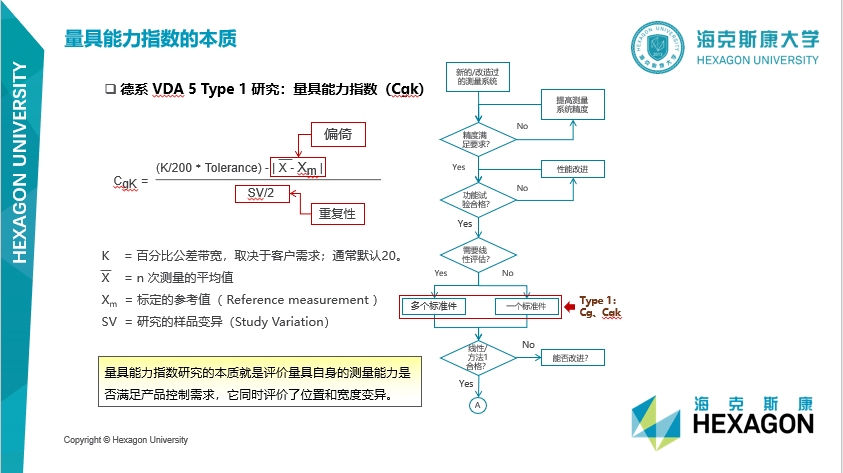
如上文所说,量具能力指数研究的本质就是评价量具自身的测量能力是否满足产品控制需求,它同时评价了位置和宽度变异。这点在公式就可以明显看出!所以,
2.1、评价量具能力指前提条件就是需得知产品规格公差,通常要求双边公差;
2.2、如果单边公差该怎么办?通常需做转换或替代处理,具体操作可以参加海克斯康大学的培训课程;
2.3、还有就是,没有公差的情况怎么办?没用公差,估计也用不着测量,所以无需评价……
2.4、通常要求Cg ≥ 1.33,且Cgk ≥ 1.33。该要求体现了量具对偏倚的要求“尽可能为0”。
不同公司要求不尽相同,需和客户协商达成一致。
请点击输入图片描述(最多18字)
请点击输入图片描述(最多18字)
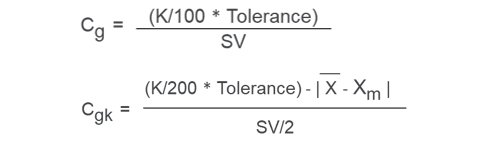
- K = 百分比公差带宽,取决于客户需求;通常默认20。
- X = n 次测量的平均值
- Xm = 标定的参考值( Reference measurement )
- SV = 研究的样品变异(Study Variation)
三、量具过程能力Cgk的实施流程
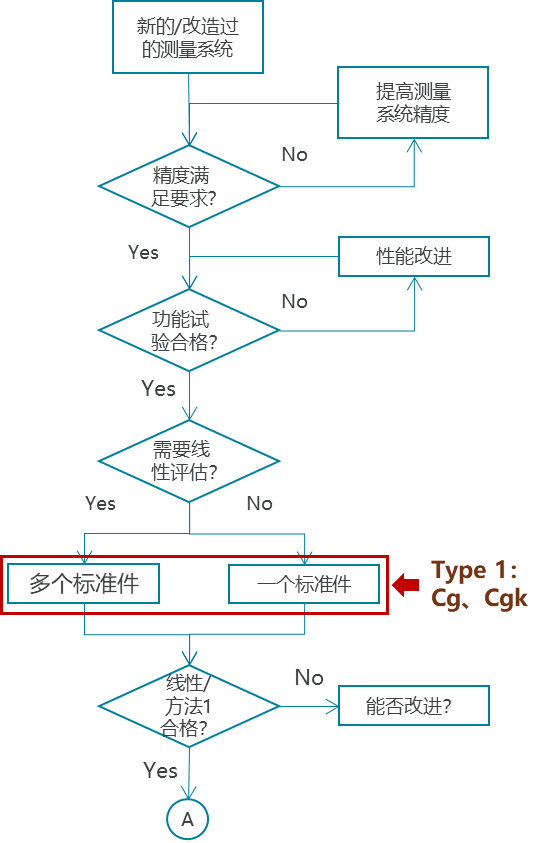
Cg & Cgk在VDA 5里面是属于Type 1 研究部分,是Type 2和 Type 3 分析的前提。从下文其实施流程可以看出:
请点击输入图片描述(最多18字)
3.1、Cg & Cgk基本上只研究量具自身的重复性、偏倚;
3.2、如果有线性,则需要在需评价的测量任务的量程范围里面选择多个标准件进行Cg & Cgk评价。
3.3、如果是涉及到量具自身以外的变异,比如说不同装夹,不同量具、不同夹具、甚至不同作业员等等其它的变异来源,则需要根据实际情况选择Type 2 或者 Type 3来进行GR&R研究。
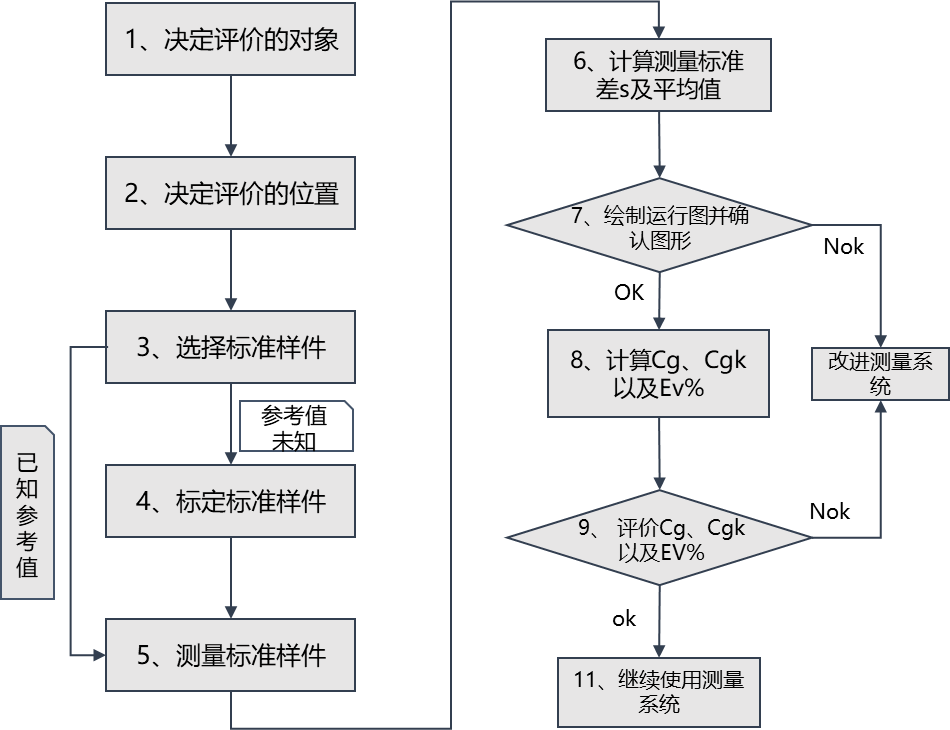
就Type 1研究的Cg & Cgk可以用下面流程来实施。总的来说,除了评价的方法之外,和美系的线性偏倚没有太大的区别。
请点击输入图片描述(最多18字)
①、根据测量任务,决定要测量的产品特性和量具;须得知产品规格公差,通常要求双边公差。
②、通常取规格中间位置;如规格宽松,可以规格上、中、下各取其一分析,分开三次单独分析。一般来说对于一个正常的量具和测量任务来说,通常在测量任务的量程不会太宽,也就是说通常不会有太大的线性问题;有时处于成本考虑,选择一个点评价即可。
③、根据决定的评价位置选择标准样件。
④、确定参考值;由第三方、多次无偏测量或更高级别测量设备得出。
⑤、通常同人/零件/位置/方法,在尽可能短的时间内完成测量。目的是尽可能减少其它变异的影响。每件至少测25次并记录数据;通常为50次。如果测量次数不足,将导致评价结果的置信区间太大,没有意义。
⑥、之后的评价相对于线性偏倚来说相对简单,可以手动计算及绘制图形。不管如何,建议直接使用统计软件来分析。
四、结束语&引用
此次,本次文章分享的《基于产品控制思维的量具过程能力-Cgk》告一段落。在实际应用当中,肯定还会碰到很多稀奇古怪的问题。比如说:
4.1、单边公差、甚至没有公差要求的时候,该怎么办?
4.2、如果公差机理上就不是正态分布的情况下,又该如何处置?
4.3、如果测量非常昂贵,不可能测量50次,甚至25次,又该如何?
4.4、还有就是破坏性或者变化性测试,该怎么办?
等等……这些需要将实际情况结合测量系统分析的本质来加以分析。当然,还有就是更简单的方法——系统学习!要想知道测量系统分析的本质,以及各种在工作当中经常碰到的古怪问题该如何解决。快点加入海克斯康大学系统的学习吧!
下文本文引用资料:
5.1、《MSA》手册
5.2、《VDA 5》手册
5.3、海克斯康大学《基于实战应用的测量系统分析》教材
5.4、Q-DAS《VDA 5 & MSA》教材