工业CT在发动机检测领域的应用
发动机是工业领域的掌上明珠。对发动机的设计,制造,检测是一个国家工业实力的整体体现。发动机缸体是发动机的核心部件之一,在长期的服役过程中,发动机缸体受到热、力及突然冲击等外力作用,会出现不同程度的磨损、破损或裂纹等缺陷,从而导致失效。采用无损检测技术对发动机缸体进行检测,是发动机再制造的基础和前提。无损检测诊断技术是在不损伤被检测对象的条件下,利用材料内部结构异常或缺陷存在所引起的对热、声、光、电、磁等反应的变化来探测各种工程材料、零部件、结构件等内部和表面缺陷的技术方法。无损检测技术已历经一个世纪,其重要性在全世界已得到公认。目前较为成熟的检测方法主要有以下几种:射线检测法、渗透探伤、涡流检测法、超声检测法、磁粉检测法等。
渗透探伤是应用于金属或非金属材料表面探伤方法,其成本低,易操作,但这种方法只能检测表面开口裂纹,且无法判断缺陷大小。
涡流缺陷检测利用交变磁场作用下不同材料产生不同振幅和相位的涡流来检测零件的裂纹和破损,适应各种导电材料。但这种方法只适合于导电材料,而且常用于检测管材等简单形状零件。
超声探伤适应于各种金属材料,不仅能探测零件近表面和内部缺陷,而且能确定探伤位置,适应面广。但是使用超声波探伤过程中探头必须与工件表面接触,因而工件表面必须光洁。对于复杂的零件,检测难度大。
磁粉探伤通过在零件内部或表面裂纹处产生漏磁场,可确定缺陷的性质。磁粉检测只适合铁磁材料,而且只能检测零件的表面缺陷。另外,磁粉探伤过程中必须使用磁化设备,实验结束后需要退磁,实验设备复杂,实验难度大。但是磁记忆无损检测只适合于铁磁材料的早期诊断,难以检测已经开口的裂纹和破损,而且磁记忆研究时间短,技术不成熟,实验难度大。
工业CT技术是工业计算机断层扫描成像(Industry Computed Tomography)技术的简称,在1917年由J.Random提出,但直到1970年代中后期才开始大量应用于无损检测。近年来,随着计算机科学的进步及探测器技术的发展,工业CT的性能逐年提高。工业CT无损检测由于其适应材料广、可检测复杂零件、可确定缺陷位置和大小、检测精度高,目前已作为一种实用化的无损检测手段,广泛应用于航空航天、核能、军事等多种领域,也用于产品仿制、产品内全封闭或半封闭内腔的无损检测等方面。工业CT的主要缺点是实验设备昂贵、实验费用高,因此限制了其应用广泛性。
发动机缸体是发动机的外壳,大部分是铝合金材料制成的,其尺寸较大,壁厚不均,结构极其复杂。退役的发动机缸体在表面和内部都会存在不同程度的破损、磨损或裂纹等缺陷。为了精确判断发动机的失效情况,本文采用工业CT断层扫描成像技术对发动机进行检测,并使用切片软件观察CT断层扫描图片,判断缺陷的位置和大小,为后续的再制造提供依据。
工业CT方案对发动机的观察、结果与分析有以下一些应用。
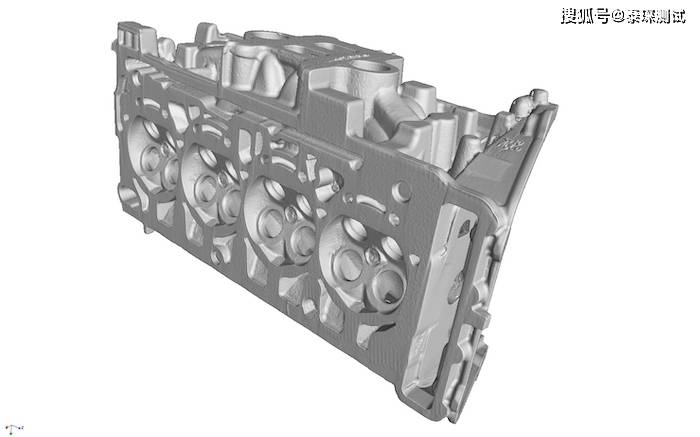
1、发动机缸体三维结构及表面缺陷
X射线扫描以后,设备自带的数字成像系统得到发动机缸体的三维扫描图,通过缩放、旋转和移动等功能可以看到缸体的三维结构。通过观察,可以详细观察缸体的内外结构,结合标尺,还可确定其大小。通过仔细调整扫描图像的清晰度、分辨率,可以观察到缸体表面的破损、裂纹等缺陷。
2、切片观察缸体内部缺陷
2.1内部缩孔缩松
通过逐层切片方式可以观察发动机缸体内部各个位置的缩孔、裂纹、铸造瑕疵等缺陷。切片可以沿X轴、Y轴和Z轴方向,还可以倾斜任何角度进行切片观察,因而观察内部缺陷没有任何死角。首先通过仔细调整扫描图像的清晰度、分辨率,可清晰观察到缸体内部的疏松缩孔等现象。
通过图片可看出,发动机缸体内部有很多疏松缩孔现象,而且缩孔多出现在缸体壁较厚的地方和截面变化之处,这是因为本实验用的发动机缸体是铝合金材料,缸体为铸造完成。在铸造过程中,因为壁厚处冷却速度慢,冷却不均匀,内部金属得不到即时补充,因而会出现很多缩孔。这些疏松缩孔是在缸体毛坯制造过程中形成的,在发动机正常运转的情况下不会对整体的安全性能造成威胁,但是如果发动机在超负荷或过于颠簸的路程中行驶的话,这些部位将会成为发动机破损的危险位置,加速缸体的失效。
2.2内部破损和裂纹
通过不同方向切片观察,能够发现缸体内部存在多处破损和裂纹现象。本实验所用的是退役的发动机缸体,缸体在服役过程中受到外力作用导致破损和裂纹,这些破损和裂纹是导致缸体失效的主要原因。另外,通过切片观察能够确定破损或裂纹的位置、形状和大小,观察全面,没有死角。
通过切片观察扫描图片可以看出,CT断层扫描成像方法可以清晰、准确的检测发动机缸体表面及内部各种缺陷的形状、大小和位置,检测精度高,检测全面,没有死角。CT无损检测适合各种金属和非金属材料,适应面广。另外,CT断层扫描得到缸体的三维图像,通过切片可以不同方向分层观察缸体内部情况,因此这种检测不受零件结构的影响,可以检测发动机缸体、油路板等结构复杂零件。通过观察,找到缸体的失效情况,为发动机的再制造提供了有力的基础和依据,不仅可以用于评价缸体的可制造性,还可以指导缸体选择合适的再制造方法。
3、数模对比
发动机制造完成后,一般都需要将样品和模型进行对比,这个过程一般都是通过工业CT及分析软件(VGstudioMAX)可以将CT数据与CAD数模或者CT数据进行最佳拟合,以直观的颜色编码对分析的结果进行可视化,不仅可以得到工件整体的偏差,还能得到感兴趣区域的具体偏差值。并且可用各种参数规定公差,例如偏差(最大、最小、累积偏差),对于物体型面复杂、内腔结构限制或者材料原因出现无法提取到内部数据信息的光学扫描方法,CT检测的优势在于可以对内外部所有结构的进行比对,且不太受材料吸光性等原因的影响。
4、壁厚分析
发动机腔体复杂,可以直接在CT数据上自动定位面积不足或壁厚过厚及间隙过大的位置,直接在CT数据对试件进行测量,尤其是密闭空间内尺寸,传统的三坐标测量方法根本无法实现。 主要用于非破坏性试验,可快速并精确地测量复杂零件壁厚的微小变化。
5、尺寸测量
发动机内部结构复杂,尺寸众多,对测量精度要求很高。产品的实际尺寸往往不可或缺,但因物体型面复杂或客观物理条件限制等原因会出现无法获取的情况,CT技术能很好地应对此类问题。
区别于传统的三坐标检测、影像仪等测量方法,工业CT尺寸测量优势在于产品的内部尺寸检测。它可以在不破坏样品的前提下,对于工件的所有尺寸进行精确的测量,精度高、速度快。
所以,选用工业CT对发动机进行无损检测,通过对CT扫描结构进行切片观察,可以清晰看到发动机的表面及内部的缩孔、破损和裂纹等缺陷,并且可以确定缺陷的大小和位置,这些数据为后续的发动机缸体再制造提供了有力的依据。
由于工业CT在复杂样品检测方面有巨大的优势,泰琛测试率先在中国引进德国一流的Yxlon工业CT,并保持设备在世界上也是最新款。我们工程师和德国科研团队一起,努力在工业CT应用方面做更多的尝试,相信在不远的将来,工业CT的应用前景将更加广泛,工业CT技术对发动机制造的提升的作用也越来越大。
泰琛测试专注于为客户提供 工业CT扫描 、 工业CT检测 、 无损检测 、 3D扫描 、 孔隙率检测 、 X-Ray检测 、 失效分析 等专业技术服务以及认证、培训、咨询及设备代理一站式服务。