密封震动的壳体,三种方法连一起——“奇绝一焊枪”?(二十六)
你认识他吗?探索焊接王国(二)-26
天津市第一热电厂气轮机组铸铁泵壳,在恶劣的工作环境中,因长期受到强烈震动,出现了裂纹。
根据以往的经验:铸铁泵壳即便焊接成功了,但由于工作使用过程中仍受到强烈震动,使用时间不长还会出现、产生裂纹。
所以,就没有必要焊接修复,只能更换新的铸铁泵壳。
对此,我们进行了一系列尝试。单纯靠焊接的方法修复气轮机组铸铁泵壳,确实不可能。我们针对气轮机组铸铁泵壳既要抗强烈震动,又要解决不能有渗水的问题。
经过综合分析,我们只好尝试复合采用:螺栓连接、焊接和粘接的 3 种方法,同时用来解决这一难题。
螺栓连接
用螺栓、螺母和垫圈将两个都不太厚且能钻成通孔的两个零件零件在一起,称为螺栓连接。
焊接
金属焊接是指通过适当的手段,使两个分离的金属物体产生原子(分子)间结合而连接成一体的连接方法。
胶接(粘接)
利用胶粘剂在连接面上产生的机械结合力、物理吸附力和化学键合力而使两个胶接件连接起来方法。
1、 螺栓连接
1、1待焊接部位钻孔,
1、2增加加固板,
1、3通过螺纹连接的方法,降低焊缝承受的负荷。
2、 焊接
2、1将待焊部位清整,
2、2焊机直流反接,
2、3打底选用φ3、2mm,A307焊条,
2、4焊机直流改用交流,
2、5填充和盖面选用φ3、2mm,Z308焊条,
2、6焊后锤击,消除应力。
3、 胶接
3、1清整待胶接部位
3、2为了确保万无一失,选用渗透力强的LOCTITE290螺纹锁固剂;
3、3涂在可能出现裂纹的地方,并使其渗透;
3、4通过反复比较我们选用了工业铸铁修补剂。
工业铸铁修补剂为:双组份、胶泥状,主要用于铸铁件的修补与再生。如对气孔、缩孔、砂眼、裂纹等铸造缺陷填补及轴承座研伤,零件尺寸超差,锈蚀的修补。
修补剂是由金属、陶瓷、石英、纤维、高韧耐热树脂及固化剂组成的聚合金属,聚合陶瓷类的双组份材料。
当A、B两组份充分混合后通过化学反应形成一种耐磨损、耐腐蚀、高强度的分子合金及陶瓷。上述反应为放热反应,混料时应注意:
配制量越多,固化反应越快;
环境温度越高,固化反应越快;
要想达到最佳性能,必须严格按说明书中重量比配制;
充分固化后才可达到最佳物理机械性能。
胶接的操作步骤如下:
3.5表面处理
待修表面必须用角向砂轮、喷砂枪等打磨粗化,旋转面最好车出细螺纹,打磨或加工深度应在1㎜以上,然后用清洗剂清洗粗化表面,待修表面不得有任何油污。
3.6混料
严格按规定的配合比将本剂A和固化剂B充分混合,使颜色完全一致。
3.7涂敷
将混合好的修补剂涂于待修表面,可先涂少许,用刮板或胶刀反复按压,充分浸润后再涂剩余修补剂,留出余量以便加工。
3.8固化
在一般情况下,25℃时,4小时初硬,16小时以后可进行各种机械加工。初固后,80—100℃保温4小时不仅能缩短固化时间,还可获得最佳涂层性能。
3.9注意:待修表面必须粗化、除油。
3.10夏季施工注意:当环境温度超过35℃时,每次混料量不宜过多,混料后应迅速涂敷。
3.11冬季施工注意:当环境温度低于15℃时,应采用适当的加热措施,使金属基体及涂层的温度达到25℃以上。
3.12缩短固化时间的方法:涂敷修补剂后用红外灯、碘钨灯等热源加热,但热源应距修复层400㎜以外(环境温度不得高于100℃),切不可用火焰加热。
3.13避免胶层粘连的方法:对于不需涂敷修补剂的零件表面,施工前应先涂天山1731脱模剂。
3.14提高修复层表面光洁度的方法:在修补剂尚未固化时用手沾水或用湿布使表面平滑,当修复层完全固化后用细砂纸沾油打磨可提高表面光洁度。
3.15保证清洁的方法:对施工后粘有修补剂的胶刀,调胶板及非修复位置等处,在修补剂未固化前应立即用清洗剂清洗干净。
焊后处理
1、 喷漆防腐,
2、 安装测试
3、 验收合格
4、 正常生产。
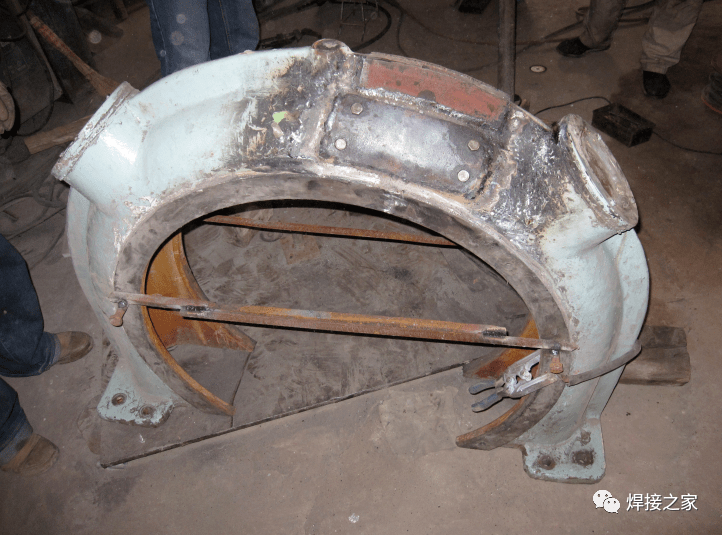
上图为:天津市第一热电厂气轮机组铸铁泵壳的修复,采用了焊接(主要连接)、螺栓连接(加强抗震)和粘接(水的密封)的三种复合连接法。
寄生草·螺栓连接、焊接、胶接的复合连接
螺栓连接成功,
焊接更加牢固。
胶接再密封防护。
恶劣环境难保证,
复合连接全兼顾。
螺栓连接、焊接、胶接,
生产抢修两不耽误。








