钳工的概述
一.钳工及其工作台
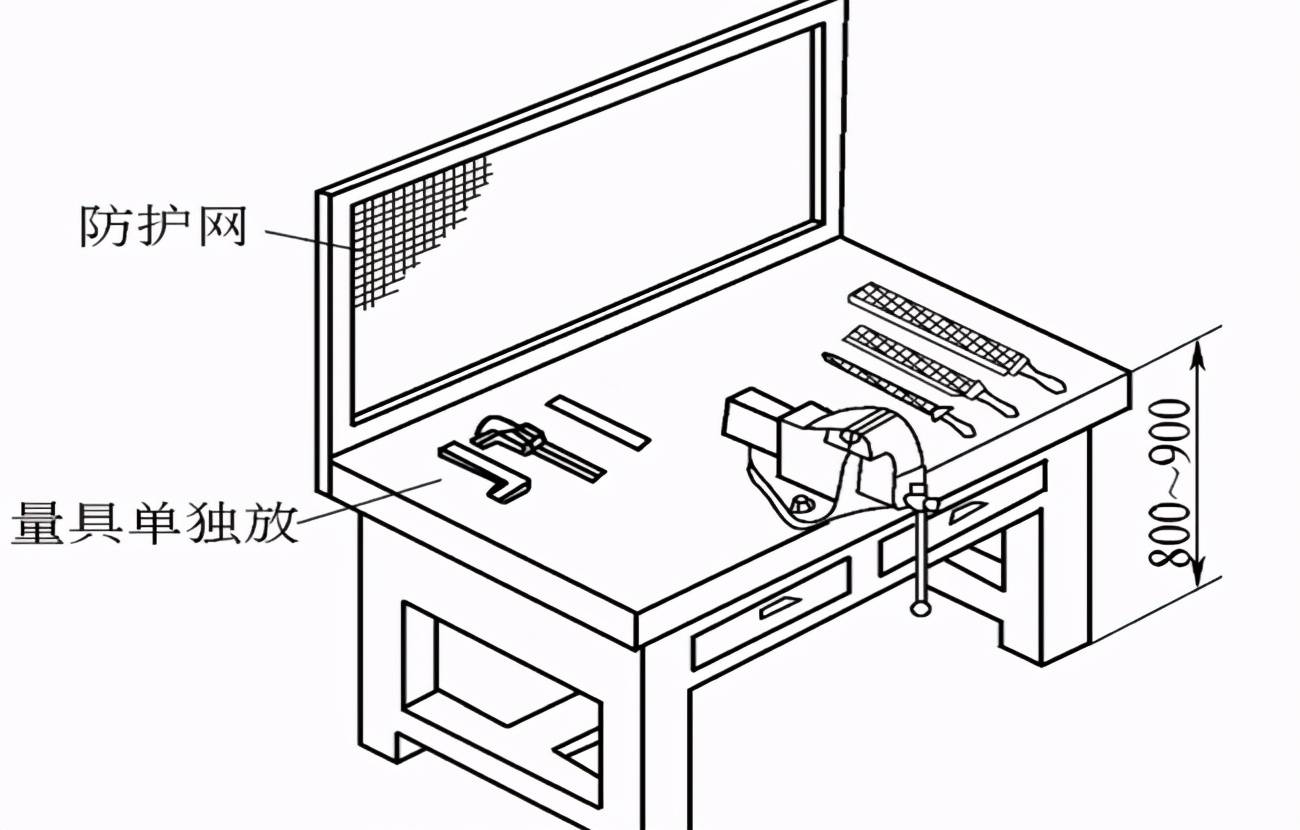
钳工工作台
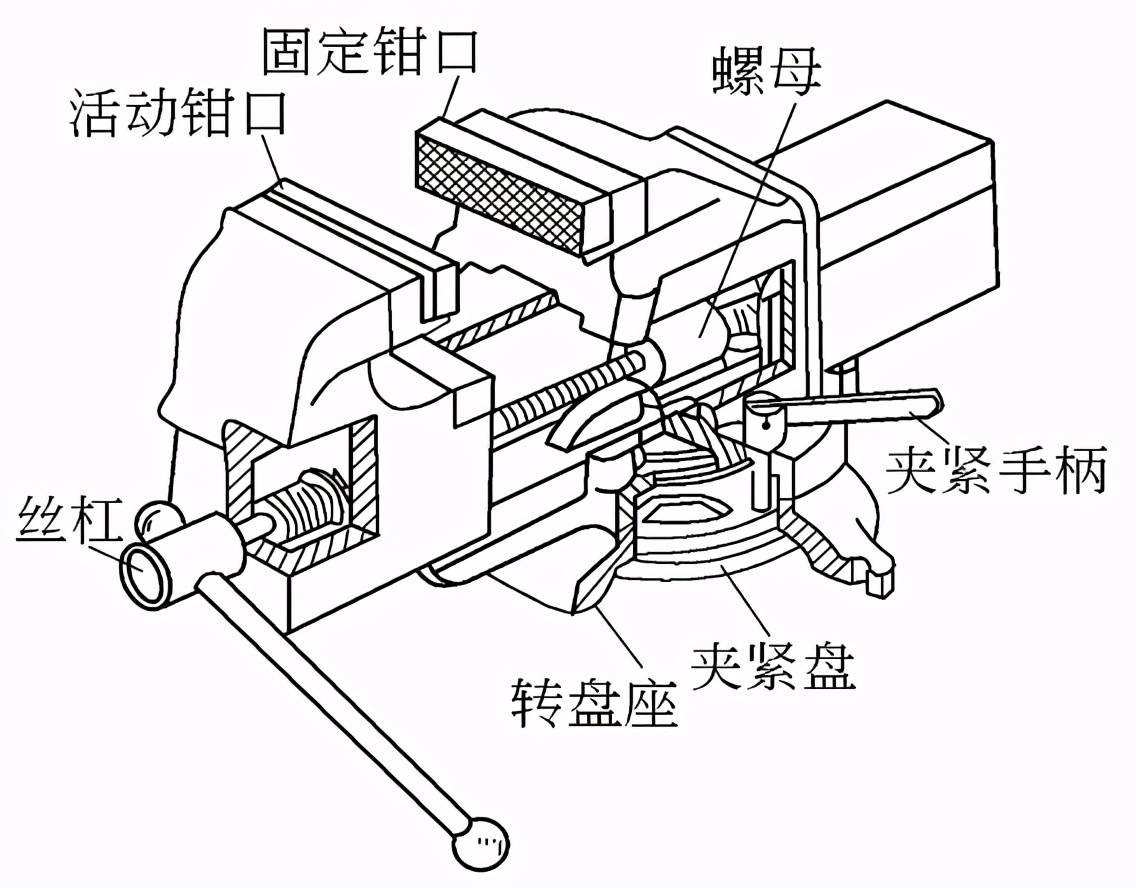
钳工虎钳
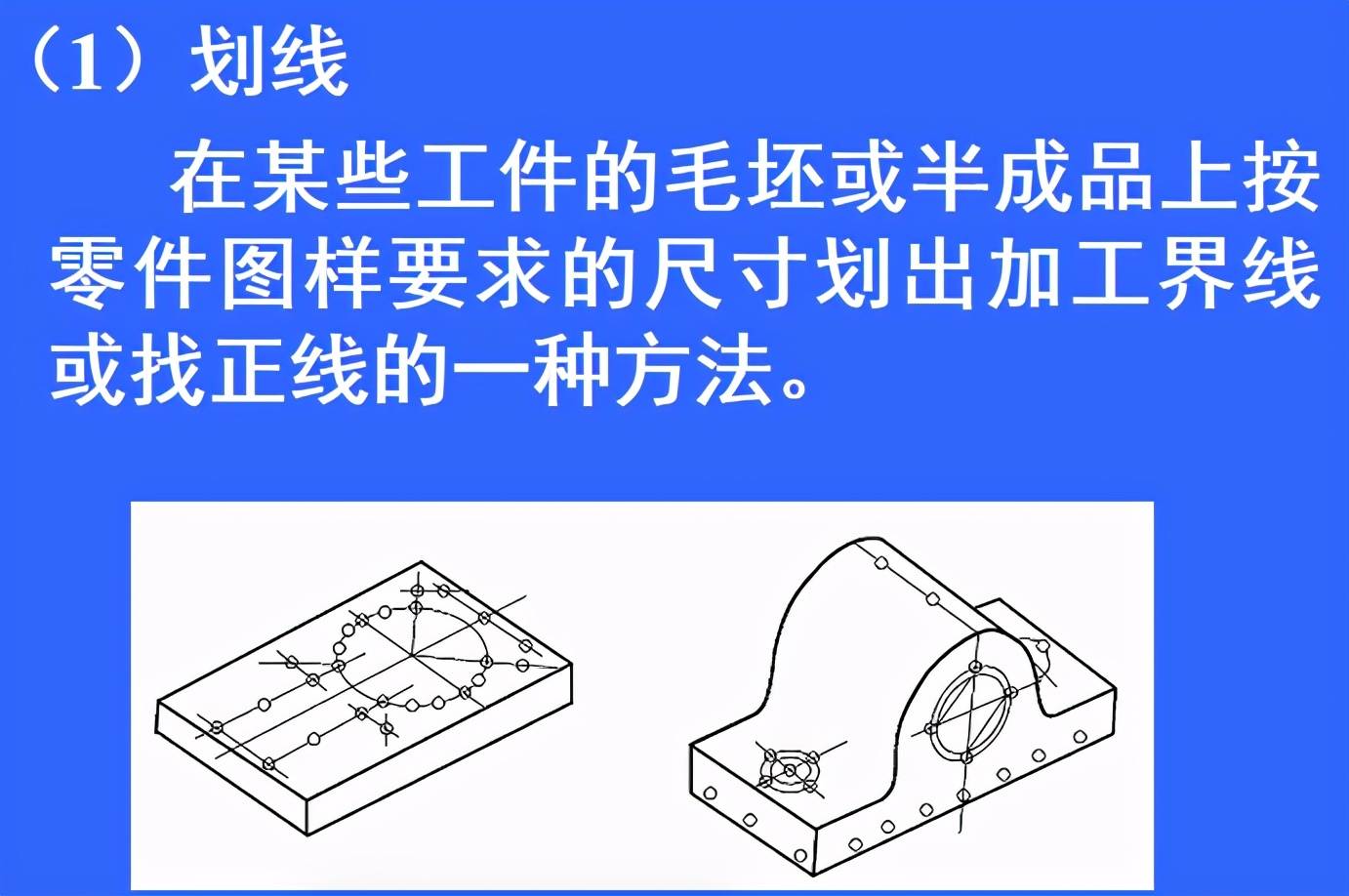
钳工的工作范围
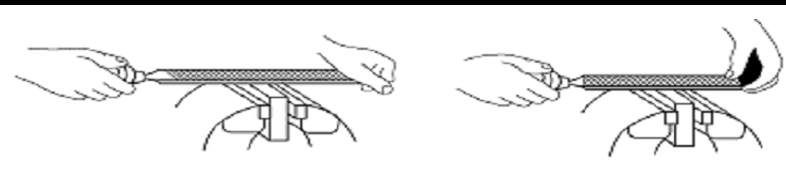
(3)锉削
用锉刀对工件表面进行加工的方法,多用于锯削之后,所加工出的表面粗糙度Ra值可达1.6~0.8μm。锉削是钳工中最基本的操作。
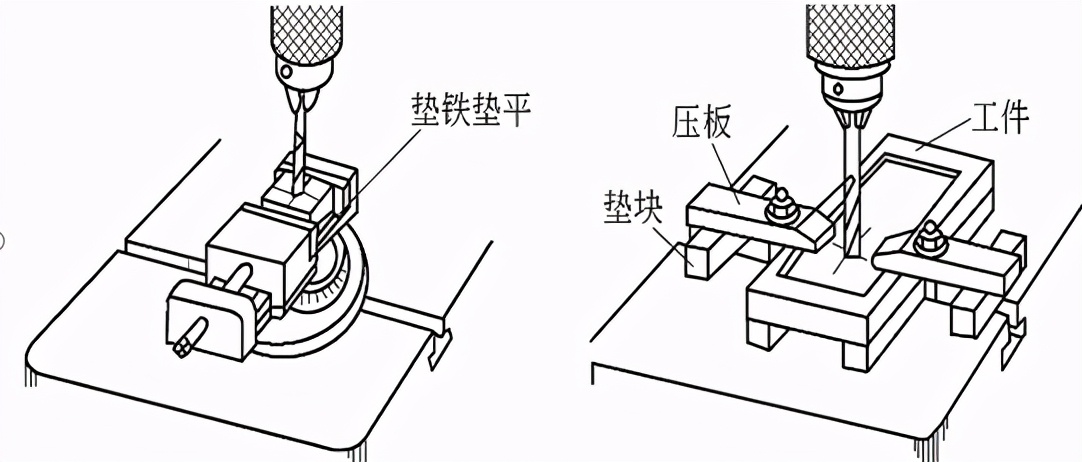
(4)钻孔
用钻头在实体材料上加工孔的方法。钻孔属于粗加工,其尺寸公差等级一般为IT14~IT12,表面粗糙度Ra值为25~12.5μm。
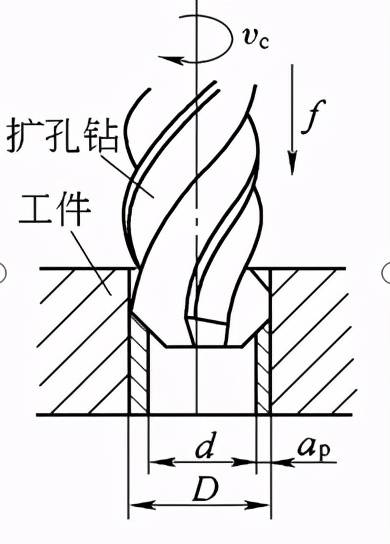
(5)扩孔
用扩孔钻扩大已有孔(锻出、铸出或钻出的孔)的方法。扩孔属于半精加工,其尺寸公差等级可达IT10~IT9,表面粗糙度Ra值可达6.3~3.2μm。
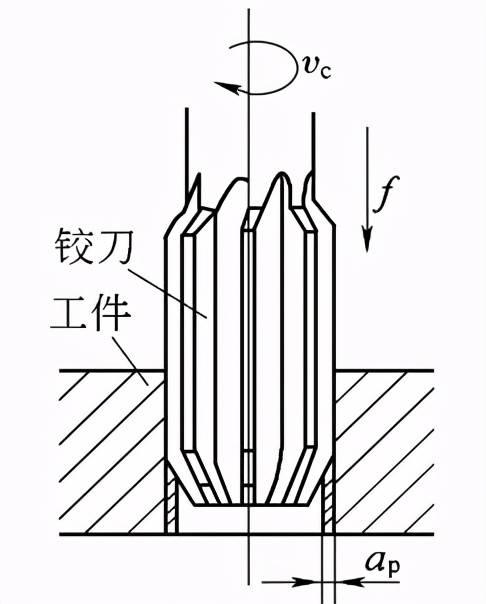
6)铰孔
用铰刀对孔进行最后精加工的方法。铰孔属于精加工,尺寸公差等级可达IT9~IT7,表面粗糙度Ra值可达1.6~0.8μm。
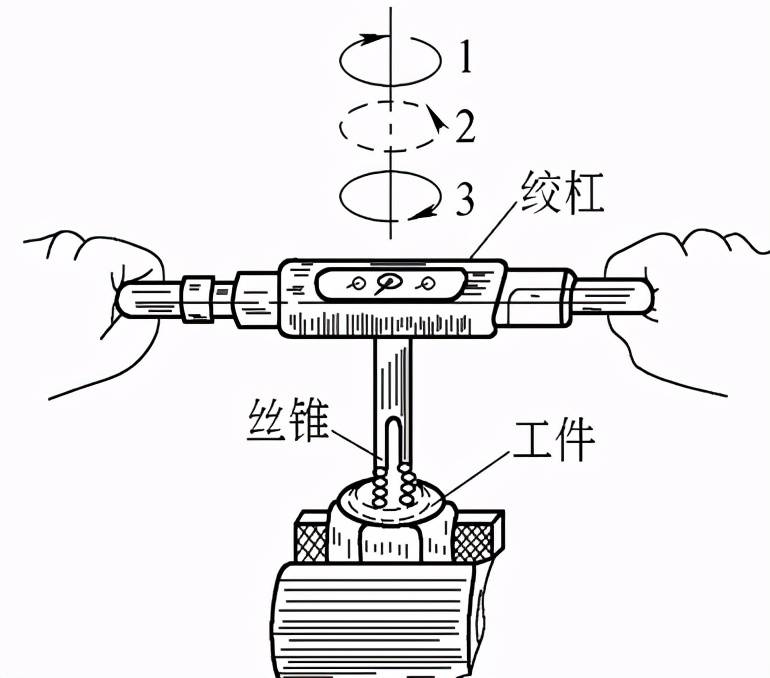
(7)攻螺纹
用丝锥加工内螺纹的方法。
(8)套螺纹
用板牙加工外螺纹的方法。

(9)刮削
用刮刀从工件表面上刮去一层很薄的金属的方法。刮削属于精密加工,加工后表面的形状精度较高,表面粗糙度Ra值较低。
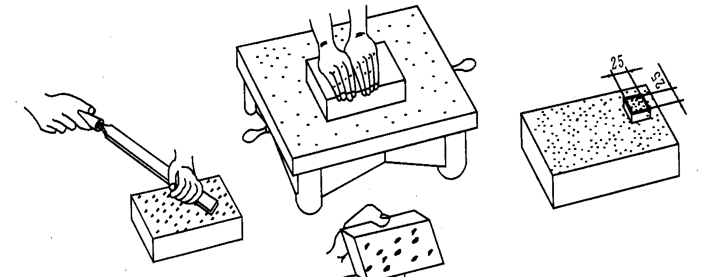
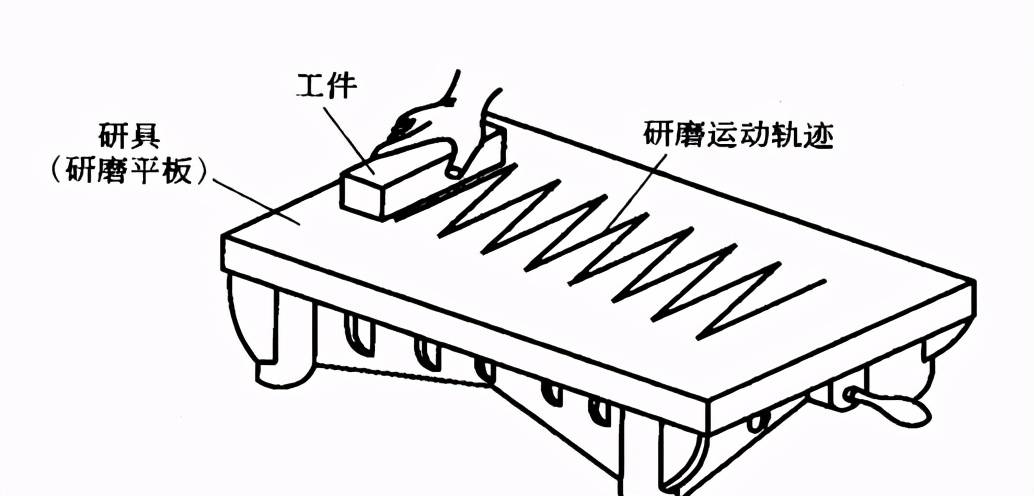
(10)研磨
利用研磨工具和研磨剂从工件上研去一层极薄表面层的精密加工方法。尺寸公差等级可达IT3,表面粗糙度Ra值可达0.1~0.008μm。
(11)装配和维修
• 将零件按装配工艺过程组装起来,并经过调整、试验使之成为合格产品的过程称为装配。
• 对已损坏或精度达不到要求的产品进行修复的过程称为维修。
三、钳工的特点及应用
1.钳工的特点
钳工工具简单,操作灵活,可以完成用机械加工不方便或难于完成的工作。因此,尽管钳工大部分是手工操作,劳动强度大,对工人技术水平要求也高,但在机械制造和修配工作中,钳工仍是必不可少的重要工种。2.钳工的应用
(1)机械加工前的准备工作,如清理毛
坯、在工件上划线等。
(2)在单件小批生产中,制造一般的零
件。
(3)加工精密零件,如样板、模具的精
加工,刮削或研磨机器和量具的配
合表面等。
(4)装配、调整和修理机器等。
四、钳工训练环节
(1)小锤的设计与制作


(2)启子的设计与制作

(3)精密样板的制作(仅用于机械类)