浅谈统计过程控制(SPC)的有效应用

【第一部分 回顾与SPC的感情】
最开始接触统计过程控制(以下简称“SPC”)的时候,要追溯到2004年,被公司委派出去学习五大工具,然后回公司实践。那时候,理论知识在似懂非懂的文言文阶段,只能说是依葫芦画瓢,选择关键的特性,要求车间操作人员进行人工的数据收集、描点、绘制控制图、记录变化点、有超出控制线的点时,通知车间技术人员来处理。然后工程师把数据录入到计算机系统内进行控制图的绘制和过程能力Cpk、过程性能Ppk的计算。对于过程能力不足的改进意识和管理行为是非常欠缺的,更多的是为了满足顾客要求而提供满足客户要求的数据。
对于SPC真正起到预防作用,避免浪费的有效应用,要追溯到2008年,那时,公司在过程绩效指标中设定有Cpk能力达标率,年初由工艺部门和质量部门共同确定SPC控制的产品和过程特性,同时明确各特性的Cpk能力要求目标值。生产部门采用SPC计算机站点系统进行数据的采集和控制图的绘制,当有特殊原因存在时,各生产线的工艺工程师将在收到信息后,当天处理。有一段时期,Cpk能力达标率作为公司级重点管控项目,公司质量部和生产运营质量管理部门对SPC过程进行不定期的稽查,对未按要求处理特殊原因的相关生产部门和工艺部门人员进行通报批评,同时Cpk能力达标率提升的项目汇报到公司总经理层面。另外,SQE对供应商的帮扶活动中,SPC培训是重点内容,Cpk是对于供应商的重点考核项目。公司质量警示室里面,也专门陈列有未按要求进行SPC预防管控而造成重大损失的案例说明及缺陷产品,并组织全员参观学习。
【第二部分 重点分享咨询和培训过程中,遇到的SPC问题及答疑】
问题1.在咨询过程中,发现有客户采用SPC站点进行过程预防管控,计算机绘制的控制图中的“控制线”(CL),实际采用是“规范线”(SL)。(×)
答疑1:现在还记得那时感觉特别“心痛”的感觉。客户是具备一定规模的千人以上的企业,花钱购置了SPC站点,但作为“量具”使用了,大材小用,浪费了成本。
统计过程控制(SPC):统计(S),将生产过程中抽象的“人机料法环测”的表现进行量化、可视化、可追踪过程中的变差,即将现实的问题转化为统计学的问题,找到统计学的解决办法,再转化为现实的解决路径并实践;过程(P),即生产环节中输入、活动与输出的集合;控制(C):即使过程各环节受控,避免浪费。
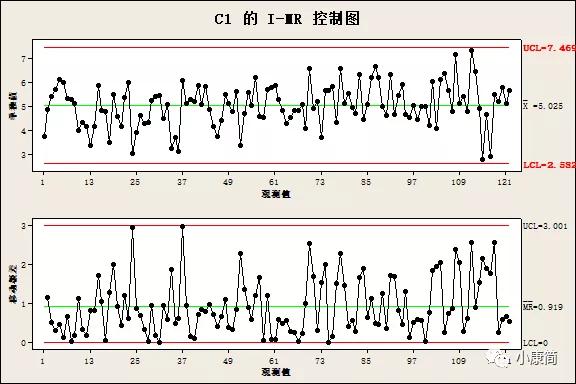
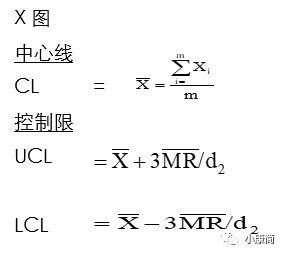
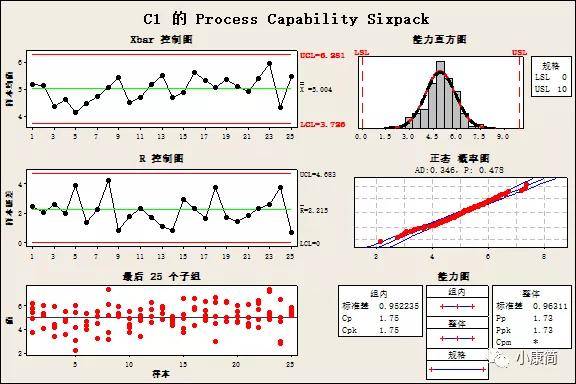
SPC是一种预防手段。在控制图中的控制线(CL)是代表流程的声音(即过程变差),是根据过程的数据本身计算出来的,采用的是±3σ的算法(即99.73%的流程变差落在这些控制限内)。如以下单值移动极差控制图体现的控制线及计算公式:
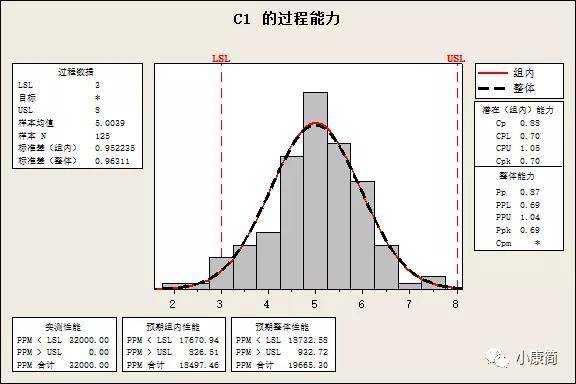
规范线(SL)是代表客户的声音(即尺寸公差),即客户提出的规格要求或认可的技术规格,如客户批准的图纸上的技术要求。过程能力即客户的声音(尺寸公差)与流程的声音(过程变差)的比值。如以下公式和过程能力图形所示:

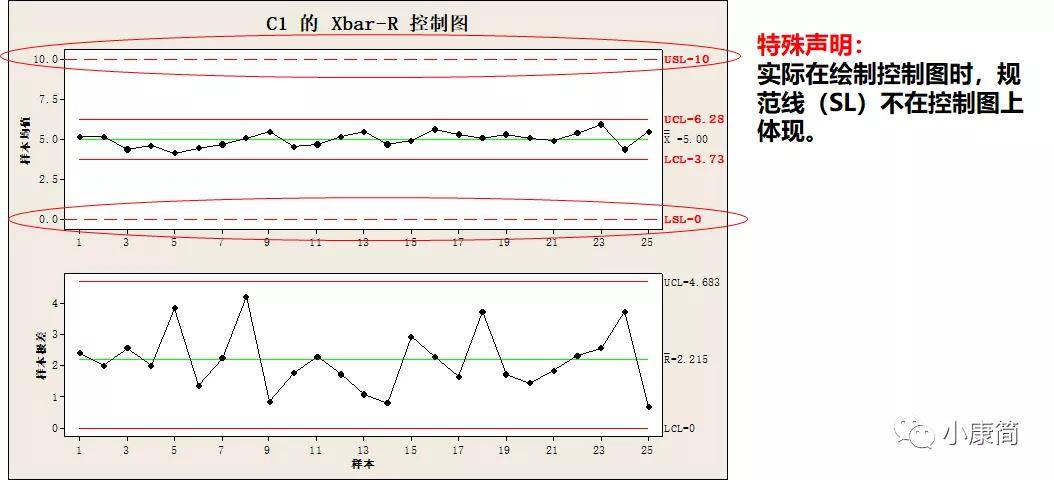
特殊说明:期望的规范线和控制线的边界图示如下,即规范线(SL)在控制线(CL)以外(以下是便于初学者理解,特意制作的均值极差控制图,强调SPC是预防手段,控制线是加严管控生产过程即流程的声音。实际绘制控制图时,规范线不应出现在控制图上面;同时,当过程的变差大时,即过程的声音超出了顾客的声音时,控制线将超出规范线。):
过程能力图形中控制线(CL)和规范线(SL)案例如下:
问题2.经常有学员不理解计算控制线的过程中,要数据呈正态分布、要去掉特殊原因的点,过程稳定,再重新计算过程能力,当过程能力达到要求时,才将计算用的控制线作为延长的过程控制线使用。
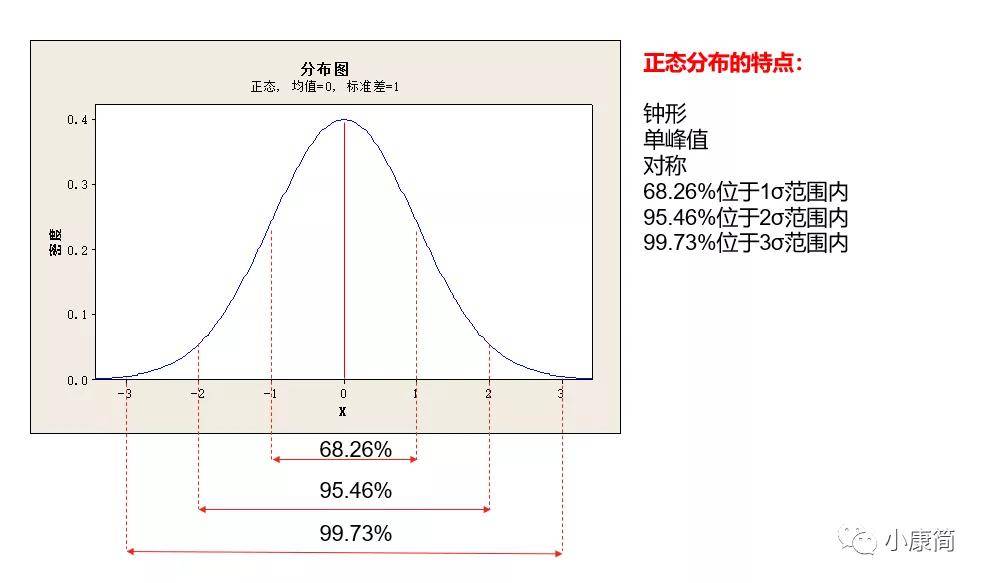
答疑2:首先,SPC控制采用的原理是利用正态分布的数据特点(标准的正态分布数据如下图所示),故而我们计算过程能力时,数据保持正态分布是前提条件,否则过程能力是无意义的。
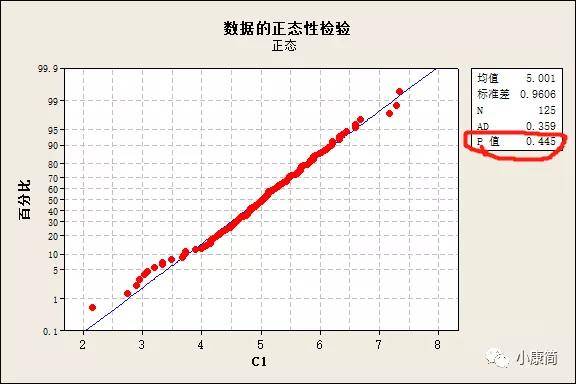
数据呈现正态分布的判定方法如下,P值≥0.05:
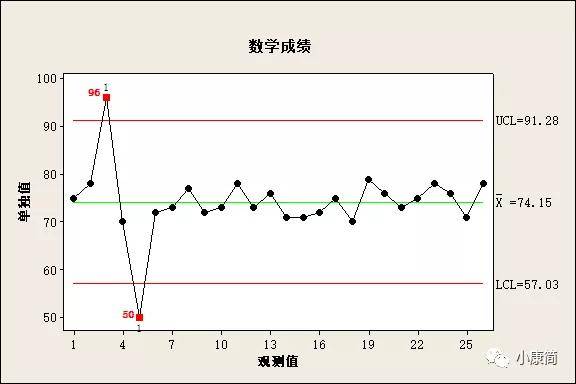
其次,评价过程能力时,要去掉特殊原因的点(特殊说明:去掉特殊原因的点的前提:已明确了造成异常点的原因,制定和采取了措施,并解决了问题,过程重新恢复到受控状态),数据一定要稳定后,再评价过程能力。如评价一位学员的数学成绩,以下控制图所示:该学生有时考75分,有时考78分,有时考96分,有时考70分,有时考50分等,那么我们将无法对该学生的数学能力进行“优中差”的评价,而当我们把异常点96分和50分踢掉后,成绩稳定,那么我们就能够对该学生给予“中等”的评价。同时,当我们了解到学生处于“中等”水平后,今后该学生数学成绩突然上升到“优等成绩”或下降到“差等成绩”时,我们能够第一时间观察到该学生在学习过程中,出现了哪些好的变化或不好的变化,并能够有针对性的采取措施,维持好的做法,改掉不好的做法,持续提升数学能力。
同理,计算过程能力的控制线时,“丢弃特殊原因的点”,过程处于稳定状态,才能更好的估计过程受控的能力,能够帮忙我们在制造过程控制中,更好的探测到特殊原因,避免不合格品出现造成浪费。故而我们计算过程能力时,数据稳定受控是前提条件,否则过程能力是无意义的。
最后强调,过程稳定不代表过程能力满足要求。如一位学生的数学成绩,有时考35分,有时考30分,有时考38分,有时考36分等等,成绩很稳定,但不代表能力强。
通常客户的要求为:Cpk≥1.33;Ppk≥1.67。当客户有特殊要求时,按客户的要求执行。
过程稳定的判定方法:采用控制图进行判稳,当没有出现特殊原因造成的异常点(红点)时,即为过程稳定。

问题3:在培训过程中,有学员不能理解采取局部措施,解决特殊原因可纠正过程中问题的15%;采取系统性措施,解决普通原因可纠正过程中问题的85%。有初学的学员理解的是解决特殊原因就解决了85%的问题,解决普通原因解决了15%的问题。
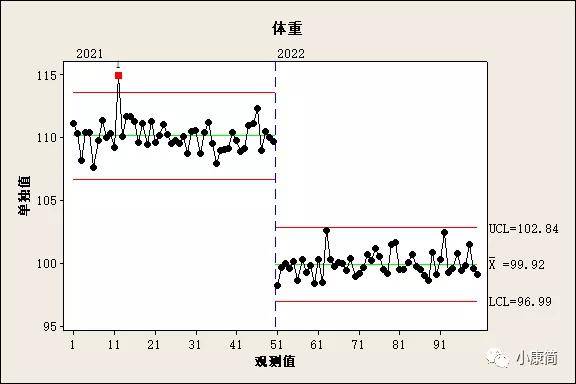
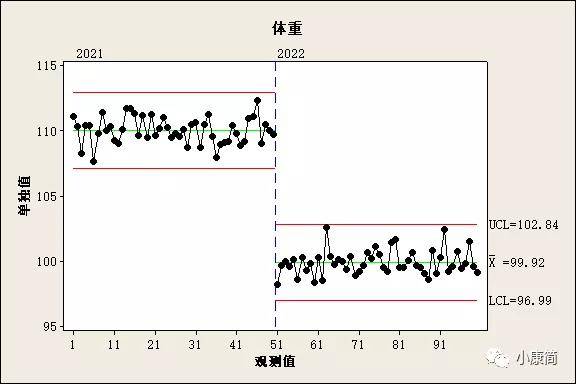
答疑3:采用生活化的“减肥”事例来回复此问题,如以下图形一,当咱们当前平均体重在110斤,目标体重是100斤时,解决特殊原因的异常点,仅需要追溯超标的这个点,出现了哪些异常现象,如未坚持锻炼,未控制饮食等等,有针对性的恢复到平常的生活习惯,即可以保持在稳定的受控状态下,达到图形二的状态,但离目标的要求仍然有很大的差距。此时,要达成目标,必须变革,即打破普通原因所处的环境,跳出当前的舒适圈,采取创新的方法和手段,系统化的改进,如配专业减肥餐,运动量加倍等,才可实现目标的达成。
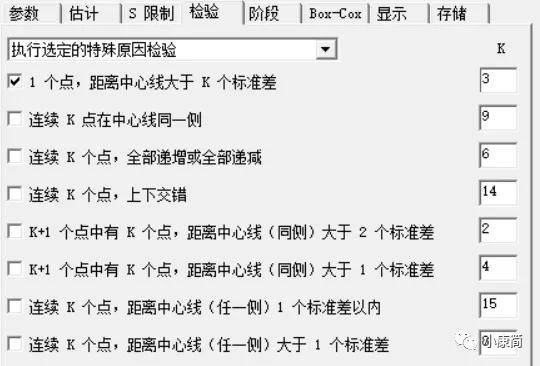
问题4:在咨询过程中,经常发现客户现场的控制图中有非常多的异常点没有处理,客户反馈说,每天都有很多异常点,习以为常了,来不及处理。
答疑4:个人观点:改进重在行动落地。8条特殊原因的判异原则中,能够彻底解决1个原则的问题就是收获。个人在咨询过程中,对异常点非常多的企业,给予的指导意见是,优先选原则1进行管控:即点超出控制线。在此问题解决后,再陆续增加其它的判异原则。强调重在可操作性、实用性及有效性。
【结语】
SPC是避免浪费的预防性的统计学工具。有效的应用SPC,能够大幅度的提质、降本、增效。好钢用在刀刃上,优先考虑将SPC应用在影响成本控制、顾客抱怨、内部瓶颈的产品和过程的特殊特性上面。
以上是针对SPC初学者提出的几点困惑给予的答疑,欢迎朋友们来共同探讨SPC的有效应用的话题。
若有朋友们希望了解更多关于SPC的操作步骤、Minitab软件中各种控制图的绘制方法、异常控制图的识图方法、控制线变化及合理分组等问题时,请关注【文思特在线课堂】
网课路径 https://lhn.h5.xeknow.com/s/1eHyBG
原文来源:小康简公众号