“螺母柱”批量生产热处理过程控制,大厂都这么做
作者:牛十月、杨华、王凯军、陈引平、缪海舟
单位:太原重工热处理分公司
来源:《金属加工(热加工)》杂志
螺母柱是长江三峡水利枢纽升船机安全保证系统的主要构件,用于在承船厢超载的情况下向塔柱传递事故载荷。整体铸造,其加工尺寸和重量远远超过常规产品,技术要求较高,因此热处理过程控制有较大的难度。为此我们将通过工艺研究、试生产,结合我们企业的生产、工艺技术、设备条件,制定螺母柱热处理工艺技术方案。并不断优化工艺参数,实现批量化生产,配合公司完成三峡升船机项目。
1.工件简介及待解决的问题
材料G35CrNiMo6-6+QT1, 尺寸4980mm×2112mm×589mm,技术要求σs≥650MPa,σb≥800MPa,δ≥12%,A KV ≥30J,螺纹面的硬度为230~300HBW。
(1)三峡螺母柱作为重点开发产品,因为其尺寸较大、形状较为特殊,故需制作专用工装,实现其加热冷却过程。
(2)因螺母柱所用材料为新开发的材料,根据其技术要求,需要制定热处理工艺技术方案,在试验的基础上完成工艺参数的固化。
(3)由于螺母柱的特殊形状,在加热、冷却中会发生较大的变形,如何利用工装与工艺过程控制变形则成为要解决的重点问题之一。变形控制在加工余量范围内,尽量控制在≤15mm。
2.热处理工艺分析
根据螺母柱的材料、外型尺寸、热处理技术要求等,热处理过程重点要解决变形和整体综合质量的控制,具体工艺分析如下:
(1)因该产品为铸钢件,零件的组织不均匀和成分偏析易于产生,为满足零件调质处理后的综合力学性能,在调质前增加一道正火工序,其目的是进一步改善铸件中的粗大组织,使之进一步细化,并消除由于截面尺寸不同在结晶过程中产生的显微组织的不均匀性。
(2)因零件尺寸过大(4980mm×2112mm×589mm),外形特殊,且主要工作面不对称,加工应力较大,热处理加热和冷却过程也容易变形,因此要对热处理前的加工余量进行控制。
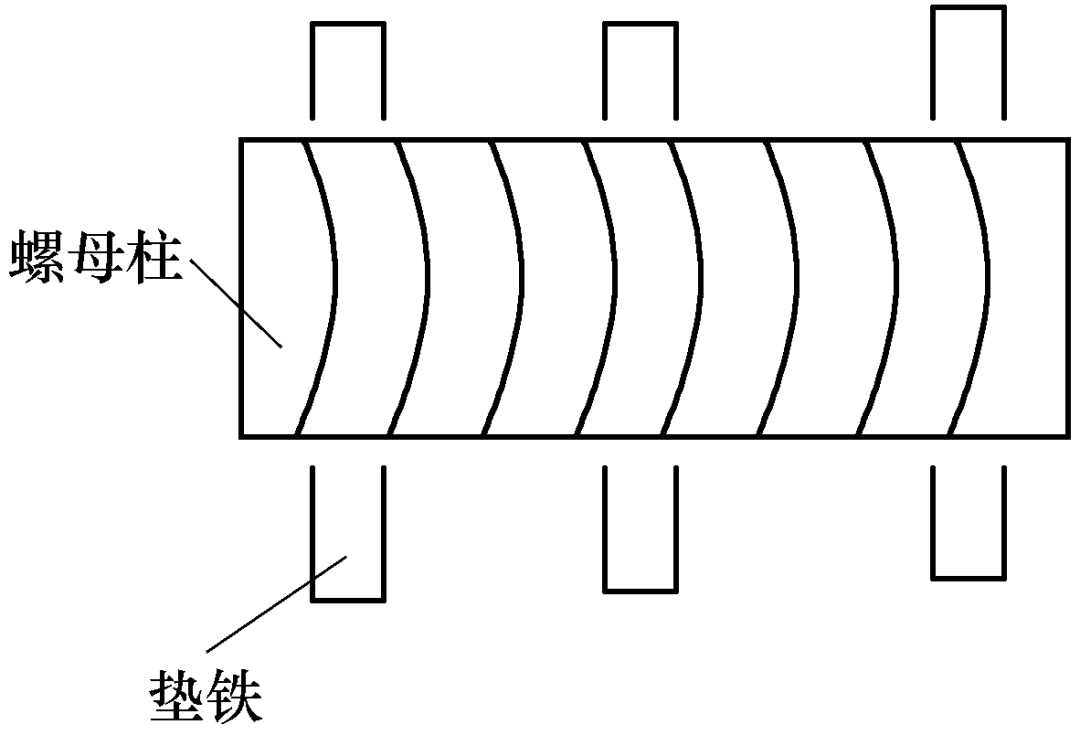
(3)为保证零件热处理的加热和冷却效果,采取水平放置或侧立放置方式(见图1)进行加热及冷却。
(a)平放
(b)立放
图 1
(4)由于零件调质前工艺余量加大,为保证零件的最终质量要求,适当提高调质后的硬度值,并进行纵向和横向的检测,满足硬度均匀性的要求。
(5)为控制最终精加工后的零件变形,在调质半精加工后进行消除应力处理,消除加工应力。
3.热处理工艺措施
(1)热处理前需提供零件图样、材质单、超声波探伤报告、冷加工工艺及随炉试块等,并对标识核对检查。
(2)来热处理前的加工余量为:各端面留取余量15mm。
(3)外观要求:各端面及螺纹顶圆弧角≥R5mm,台阶根部圆弧角≥R10mm。零件表面不得有裂纹、铸造缺陷、黑皮(如个别处不足余量要求,必须打磨见光)等等不可见缺陷或表面磁粉探伤检查合格,减少应力集中。
(4)按照标准要求提供的同炉试块,试制期每件带两块;要求试块热处理前进行粗加工,端面圆弧角≥R5mm;两种试块随零件进行处理。
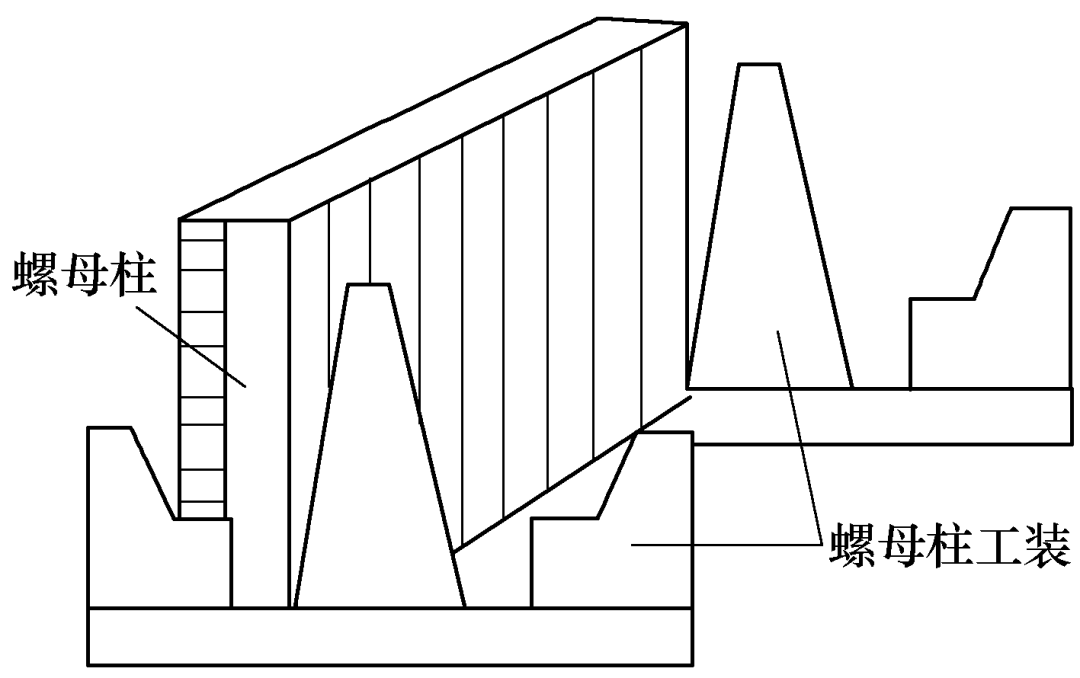
(5)工件放置:采取水平装炉时(见图2)正火时螺纹面朝上,调质时螺纹面朝下,采取垫铁支垫2~5点,淬火时无需专用工装;采取侧立装炉(见图3)制作专用垫铁及稳固装置,生产过程操作难度较大,侧立装炉调质前加工时应保留下铸块。
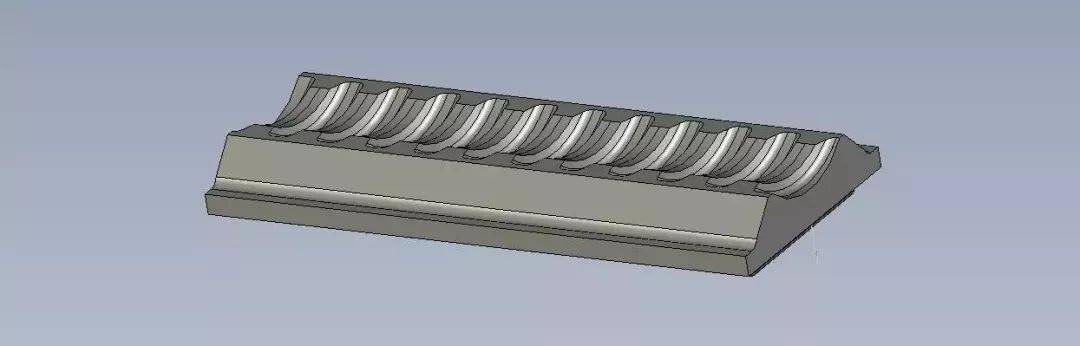
图2 水平放置示意
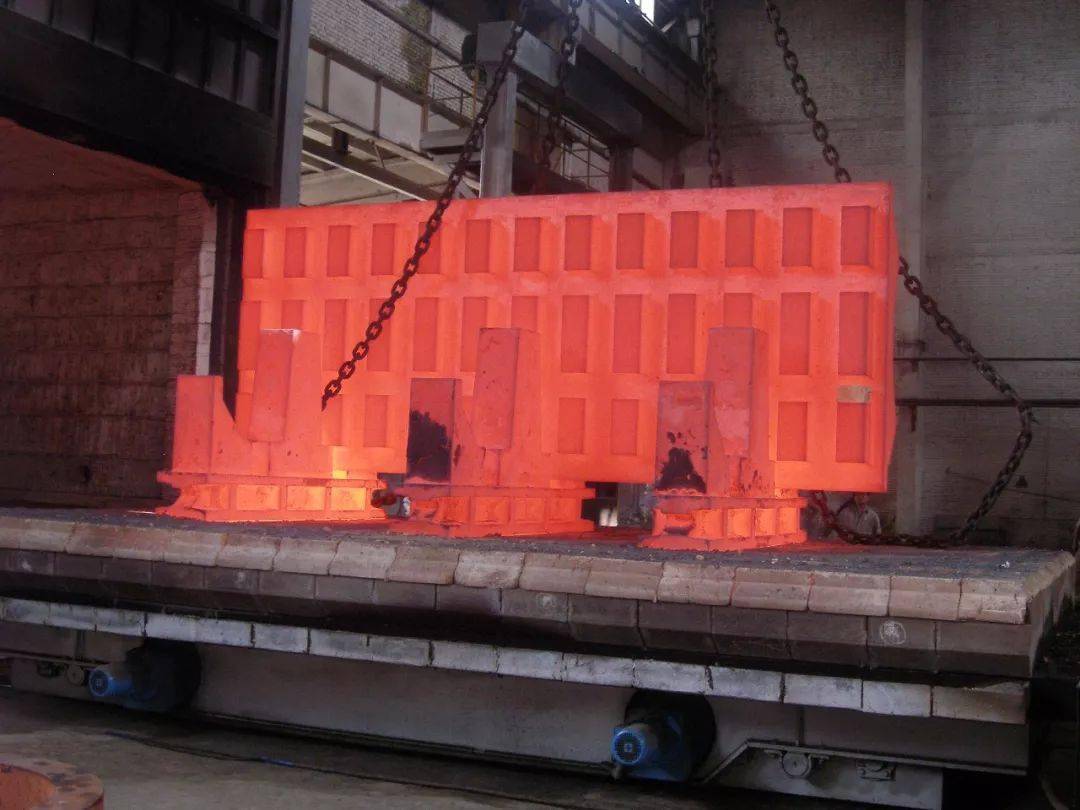
图3 立装放置示意
(6)为减少热处理过程的变形和应力集中,确保零件的综合机械性能,热处理过程控制入炉温度、加热温度、保温时间、冷却时间(工件出油温度150~200℃)和淬火油温(40~80℃)等。
(7)消除应力的温度比调质回火温度低20~30℃,保证加工应力的充分释放。
4.对于螺母柱变形采取的措施
根据加工情况对热处理各工序的生产变形情况进行测量,调整平装和立装的方式。
(1)对于背部不开槽的螺母柱采用平装的入炉方式,根据变形量在下一道工序中进行热校正,将变形控制在余量范围内。
(2)对于背部开条形槽的螺母柱退火时采用平装,正火时采用立装。当变形较大时,为保险起见调质工序采取平装入炉,过程中进行校正;当变形较小时,直接立装调质。
5.结语
通过现场跟踪测量,调整平装、立装相结合的方式,使变形得到有效控制。在保证质量的前提下,节约成本缩短工期。共对几十件件螺母柱进行了热处理,皆取得了成功,完全满足技术要求,合格率为100%。可以看出螺母柱的工艺参数完全满足其技术要求,且硬度均匀性较好。








