电缆线束端子超声波焊接领悟总结
人气:1983
发表时间:2021-01-11
电缆线与铜端子焊接常规采用超声波焊接无任何问题,但在超声波设备制造过程中我们结合现场实际焊接问题综合分析出,除了焊机功率大小对焊接质量的影响,还有焊接工装夹具对品质有很大的影响,合适的工装不仅解决了人工在端子焊接时端子无法定位,端子容易窜跑动卡丝的问题,同时可以减去端子剪切之后还要逐一挑选摆放的问题,直接将端子排放到夹具中,统一超声波焊接,过程简单高效。

电缆线与铜端子主要通过气缸电磁阀控制联动,类似与常见的汽车线束超声波的砧板一样,电缆线径摒弃了原先电机或气缸调整,采用了传统的u形槽控制,人工操作简单且方便,成本上也可控,放好被焊接铜片开启气动按钮后先将定位限位装置下压到低,再方电缆线进行整个过程的焊接。在此基础上一定要调整线束电缆的夹具大小,不然很容易压断或卡铜丝。汽车电缆线束端子压接由上模和下模两部分组成,其中下模的顶部设计呈方形,大大方便了线束端子的装载,上模为波浪形,便于中间焊接端子成形,同时也可以压紧线芯和导线。
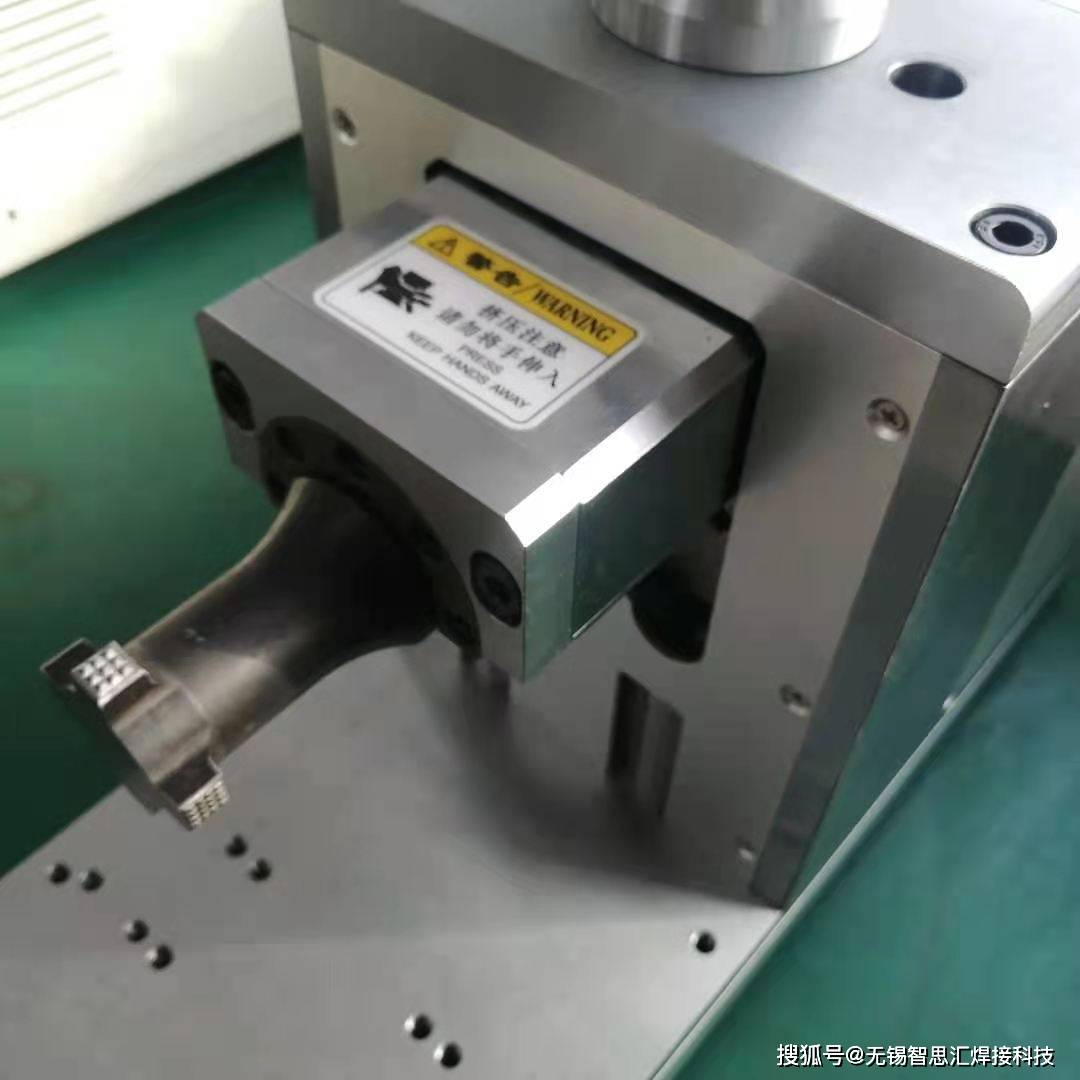
电缆线束端子焊接机的出现彻底改变了传统人工压接汽车线束端子效率低、质量低的现状。同时也排除了人为因素造成汽车线束焊接端子质量不稳定的问题,大大提高工人的工作效率,具有良好的经济效应。因为工人的个体差异,就会导致汽车线束的焊接存在较大差异。为改善此类问题,可以通过自动装置来施加动力,比如进口气缸无疑是最佳的选择,即保证外力施加的恒定性,同时也排除了人工操作影响。
