涂装工艺解析,涂装常见问题分析,涂装缺陷解决办法
油漆涂装施工和施工缺陷原因及措施
油漆施工过程中经常会出现施工要求和施工过程经常出现的问题,造成的原因和补救措施,佐涂公司总结出来,希望大家了解,起到一个预防的作用,避免验收问题,节约防腐施工成本,降低涂层缺陷,让大家更快更好的做好防腐工程。
油漆涂装施工
油漆施工天气情况很重要,21℃的度50-60%的湿度,无风或微风是理想的条件。
高温施工
高温下的油漆施工程序和正常标准无多大区别,但对一些重要素作考虑。由干干燥时间和固化时间缩短,,双组份产品的活化期也难掌握。白天和晚上的深差变化易使晚上钢材表面出现冷凝。
低温施工
低温施工工中重要的是观察冬用产品固化所要求的温度。例如,蕞低的国化温度定位+10℃,这并不是指工油漆时白天的蕞高温度为+10℃,傍晚和夜晚都有可能出现较低的度。夜晚温度应和蕞低温度相,保证连续的料无小状为黑落如窄干序。
如温度不超过+20℃,冬天产品也可在春天初夏和初秋时用。活化期可能稍微加快,但经不会影响工。产必须用机械搅拌器分混合搅拌,否则会影响产品性能。当油漆以规定膜厚工需要保护表面时,则具有防锈效果。油漆施工的方法也是关键的,主要有三种工方法刷、辊涂涂和无气喷涂。
施工方法的选择取于许多因素。首先是油漆的种类。大多数油漆涂料易于涂刷。但对面积大,表面平坦的区域,使用辊涂或喷涂速度快。对面积小,表面结构复杂的区域,推荐使用刷涂。小面积修补使用刷涂,因为它须有较好的控制。快干型油喷嘴漆,如乙烯或天然型漆,用刷涂或辑涂很难均匀施工,因此,应使喷涂是较理想的方法。水性慢干型油漆可用以上任何一种方法施工。
刷涂
涂刷底漆是较理想的施工方法,因为,所需施工的油漆具有相当润湿特性,表面经手工处理,较粗糙,且有灰尘或污物。刷涂有好几种方式,其中蕞主要的是在两个以上的方向来回刷涂。这种方式本身帮助了润湿过程,加强了油漆和表面的附着力。
在螺丝、铆钉、焊缝和角落处施工油漆,应将油漆点蘸或轻涂于表面。针孔凹穴和表面不平处,可将漆上下移动予以填补,这些都是混涂所不能做到的。
铆钉、螺丝、不规则表面和粗糙或有穴的钢材,易使用圆形椭圆形的刷子。
辊涂
在清洁表面不能用辊涂施工第1遍油漆。辊涂是一种普通的施工方法,和刷涂、喷涂有所不同。由于使用辊筒移动容易,不需润滑,因此,不用擦洗以湿表面。粗糙部位的沿着焊缝位,是辊筒不易达到的部位,容易漏涂。辊涂主要用面积大、表面平坦的部位,如货舱外部、船体的平坦部位。结构复杂位和铆钉、螺丝分布比较多的部位一般不易使用滚筒涂装。
无气喷涂
无气喷涂指油漆雾化时不用空气,油漆通过液压进入非常的小的喷嘴孔喷出,形成雾化状态。雾化扇根据喷嘴的尺寸和形材表状而定,不同的喷嘴尺寸和形状会产生不同的雾化扇。
为达到更有效的目的,油漆应以正确的角度喷射到表面。其效果就像把一个泥球扔到墙上,如果扔球的角度不对,它就会滑落下来。喷涂也是如此,喷涂的角度越正,效果也就越好。
如果喷涂时角度不正,喷枪和表面的距离就会拉长。喷枪应和表面成正角,距离在450毫米至600毫米之间。喷雾扇应尽量狭窄以加强喷涂的冲击力。
干喷或过喷时,油漆以斜角到达表面。冲击力降低,油漆从喷枪射出时会损失大量溶剂,在表面形成半干的粉末,粘附不牢,造成油漆的非连续性。
这种情况在溶剂型涂料,如乙烯、丙烯酸、硅酸乙酯类油漆中很普遍。
无气喷涂设备中重要的是喷嘴。它由碳化钨丝和一个油漆输出口组成,开口的大小根据不同的喷嘴而变化,因此,也定了喷涂角度和油漆用量。喷涂成功与否在很大程度上取于喷嘴的选择。佐涂公司在产品说明书推荐的喷嘴仅作参考。应选择几种喷嘴进行试喷,从中选择适合的一种。喷嘴应小心使用,不能用金属物处理被堵塞的喷嘴,必要时,应使用木片。喷嘴价格贵,也是无气喷涂设备中重要的部件,使用时应格外仔细。
25℃以上的无气喷涂在气温25℃以上进行油漆施工,应注意以下几点:
1.在施工中,选择较小的压力泵,能形成良好的雾化即可。
2喷枪至被涂物的距离为30-40厘米。
3使用小角度射的喷嘴。
4使用较大孔口的喷嘴
5刮风时,使用顶蓬。
检查要点
准备油漆施工时,应考虑以下几点:
第1度修补漆,应使用刷涂或辊涂,不推荐使用无气喷涂。保证涂装工具良好,以取得较好的施工效果。使用机械搅拌器搅拌油漆,因为有些颜料会在油漆中沉淀,如搅拌不均匀,会影响质量,并产生色差。施工双组份环氧漆时,应先将两个组份的油漆混合后,停滞10-30分钟(根油漆类型和使用前的温度而定),使之开始反应。经常测量湿膜厚度,保证施工中达到以推荐的膜厚。遵照制造商的规格要求,避免不必要的稀释。在冬天,应将油漆按油漆规格书进行工。不可在表面或在雨天施工油漆。旧的阴极保护系统中,阳极必须更所。更新的阳极不需涂漆,在涂装中可用铝箔,磁带软性乳化剂保护。在开启油漆桶前,应保证桶盖清洁,避免污染油漆。为达到厚浆型油漆规定的膜厚,必须使用无气喷涂。如使用刷涂或辊涂,涂层数就会增加。涂层间的干燥时间必须按说明书要求。高于露点3℃以上,避免冷凝。不要在冷凝表面施工油漆。船进场后,底舱应立即撤空,避免底部钢板出现冷凝。
施工缺陷
在施工油漆时,通常会发生施工缺陷。这些缺陷及原因和纠正措如下
1.退色但粘附
原因:正常的磨损和暴露。
措施:去除油指痕迹,清洁表面,去除疏松油漆。
2.前道油漆严重起硬皮。
原因:前次修补漆处理不当。
措施:去除油脂,清洁表面去除旧漆硬皮,除尘。
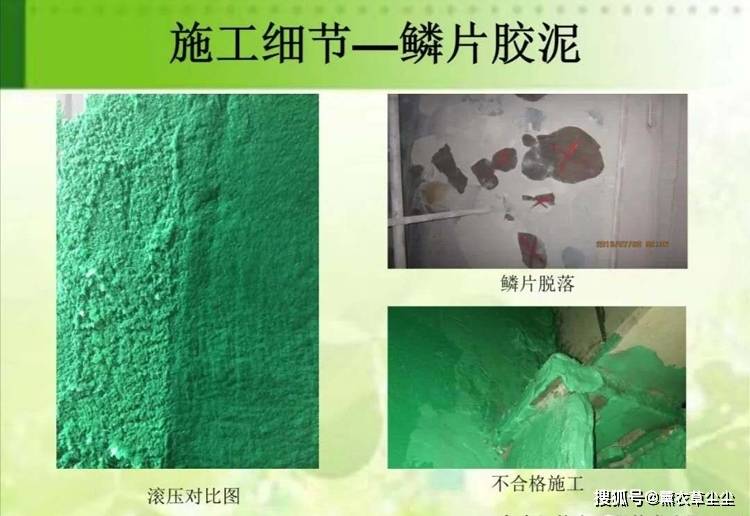
3起磷,附若力差。
原因:在潮湿表面或已污染的表面施工,涂层间隔过短
措施:去除油脂痕迹,清洁表面,用铲刀或钢丝剧去除起油油漆,除尘。
4部分区域起泡、锈蚀
原因:在潮湿的表面施工。使用的设备含水。漆刷和滚筒存放于水中。面漆直接施工在裸露钢材。初次表面处理太差。
措施:去除油脂痕迹,清洁表面,刮除起泡,除锈。
5锈蚀、重锈
原因:忽视保养,表面处理差。
措施:去除油脂痕迹,铲去铁锈,去除锈蚀残余物。如有可能采用喷砂除锈或动力砂轮。
6油漆表面龟裂或鳄纹
原因:软涂层底漆,或中间层涂层以硬面漆。粗层间隔过短。油漆不适用。
措施:去除油迹,去除龟裂油漆
7表面的涂刷痕迹
原因:刷涂力量过重,施工时油漆过厚,中间漆流平性差。
措施:必要时清洁表面,轻磨钢丝别或金刚砂痕的表面。
8表面起泡
原因:刷涂或涂时力量过大,涂装过厚,刚涂漆的表面露与强光下。
措施:必要时,请洁表面。用轻动力轮成手刮轻磨去泡
9露底
原因:表面被油污染,前道涂和面漆不配套(应检查油漆的配套正确性)
措施:暴露表面彻底去脂,用小功率动力砂轮成手刮去除露油漆
10.流挂
原因油漆涂层过厚。喷枪使用不当。在光泽表面施工稀释过量。
措施:去除流挂部位露出底下完好涂层。用可用手刮去新涂层,其他涂层用动力砂轮。
11起皱
原因:油漆施工过厚,新喷油漆直接暴露在阳光下。
措施:去除起皱部位,露出地下完好涂层。除尘,使用小功率动力砂轮或手刮。








