端子压接手势介绍和压接不良分析
设备的安装和调试有无问题,会直接影响端子压接质量的好坏。
例如:模具有没有松动,端子有没有到位,模具里面有没有杂质等等。
另外,员工手势的摆放,不正确的手势也会造成各种不同的不良品。
下面介绍一下各种压接手势和压接不良的例子:
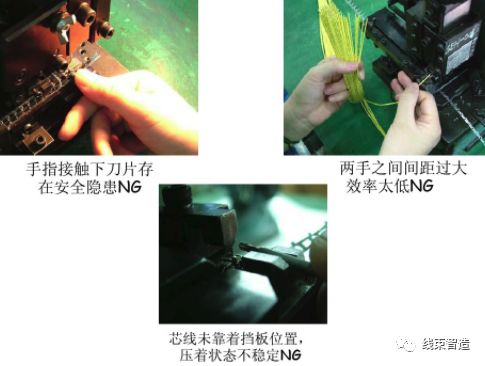
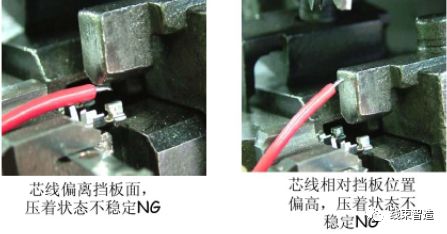
不正确的压接手势
正确的压接手势

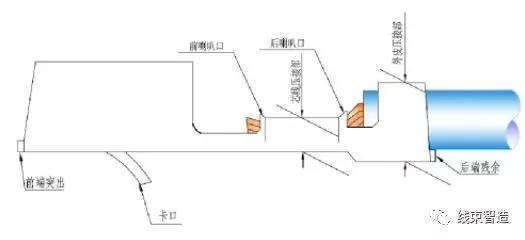
标准端子压接状态图
压接不良图示

1、外皮压接过度
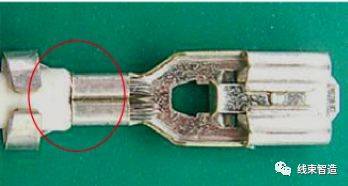
原因:压接手势不正确或挡板调试不当导致芯线压接部位压进线皮,造成线皮压接过度(深打)不良。
后果:直接影响导体的压接,造成电流流通不顺或直接断路。
2、外皮压接不足
原因:压接手势不正确或压接速度过快造成压接不良。
后果:由于导体和绝缘部压接均不足,造成端子的拉力不够,在产品使用过程中容易断裂,直接影响产品性能。
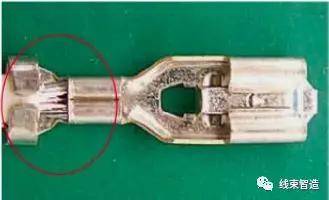
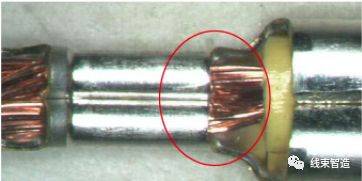
3、芯线外露
原因:在压接过程中,电线芯线散乱,或者压接方法不当。
后果:
1.露出的铜丝容易造成漏电,同时也容易接触到别的端子造成短路。
2.芯线压接部位由于铜丝少,间接影响端子的拉力,造成拉力不足。
4、绝缘压着部(被覆)变形
原因:模具调试时,端子不到位或者压接刀片损坏造成的。
后果:外观不良,直接影响拉力。
5、嵌合部变形
原因:端子压接位置与模具切刀的位置没有调试好,或者端子送料爪不稳定。
后果:造成端子与对插件很难配合影响插拔力。
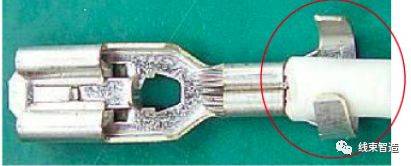
6、铜屑残留过长

原因:端子压接位置与模具切断的位置没有调试好,或者端子送料爪/导料板不稳定。
后果:后端偏长,就会造成前端切平,后果和NO.5一样,另外后端长容易和其他金属接触,造成线路短路。
7、后端无喇叭口
原因:芯线压接刀片调节不到位。
后果:刀片容易伤到芯线,会出现压痕/断线等现象,影响端子的拉拔力和使用寿命。
8、端子卡口(倒钩)变形

原因:原材料不良,压接不良,或在产品移动过程中相互钩拉等。
后果:造成装配不紧密,不到位,产品到客户那里容易脱落。
9、端子上翘、端子下弯
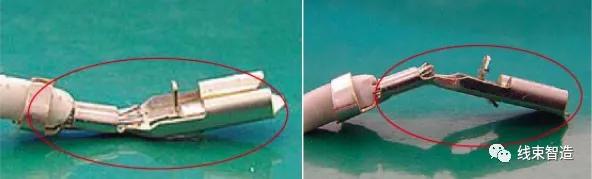
原因:模具调试,上下模配合不好,或者刀片粘端子。(弯曲度一般在上下15°之内可以)
后果:造成装配配合不良,端子容易从housing内脱落。
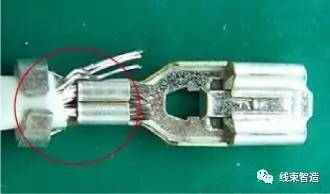
10、无芯线压接
原因:剥线时刀值过小或刀片未装好,电线过于弯曲,一般出现在全自动压接。
后果:不导电,直接影响产品的导电性能。
11、前端芯线过长

原因:剥皮太长,或压接手势不正确。
后果:
1.芯线太长容易和边上的端子接触造成短路。
2.突起的芯线容易把插座卡口顶起来,造成装配插入不足,电线容易从插座里脱落。
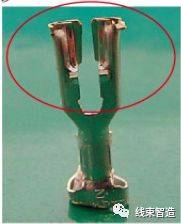
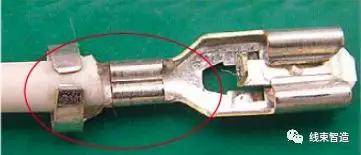
12、接触部位变形

原因:端子压接刀片损坏或刀片错位,或在产品移动过程中相互挤压。
后果:装配时装配不进插座内,即使插入了也没有插拔力,常见在VH-T的端子上。