| 技术参数 | |
|---|---|
| 品牌 | 海特 |
| 型号 | 0001 |

海特数控龙门铣床产品参数
| 数控机床分类 | 数控铣床 | 品牌 | 海特 | 型号 | 740 |
| 主电机功率 | 5.5(kw) | 运动方式 | 电脑控制,其他 | 主轴转速范围 | 8000(rpm) |
| 刀具数量 | 其他 | 控制方式 | 半闭环控制 | 控制系统 | KND |
| 布局形式 | 立式 | 动力类型 | 机械传动 | 用途 | 金属切削 |
铣床是用来使金属工件或其他实心的材料成型的工具机。其基本形式是有一个类似于钻头转动的刀具在主轴旋转,而工件固定于机台上。不同于钻床钻头的运动仅沿着主轴,铣床的操作是旋转的刀具除了上下之外还可在X轴Y轴移动。刀具与工件相对移动,产生的刀具行程将金属切销。通常包括滑板和导杆或类似的技术。而铣床的刀具一般垂直于机台,但必要时还可调整为其他特别的角度。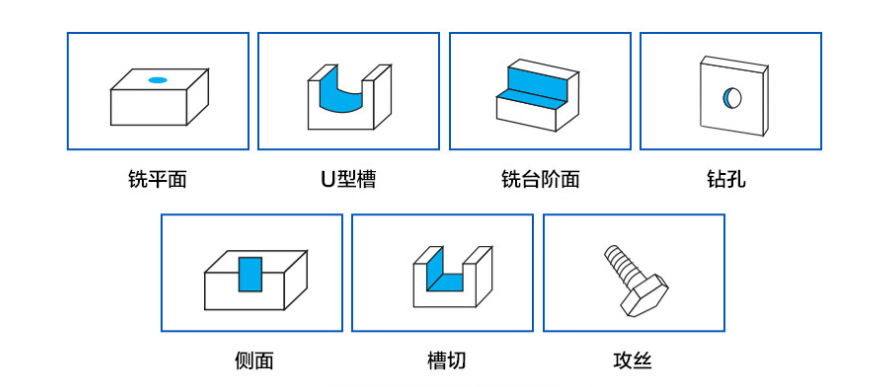
海特数控龙门铣床的使用领域
海特数控龙门铣床产品主要结构
该机床为单立柱固定,工作台移动结构。主要由床身、立柱、横梁、横向滑台、工作台、主轴、丝杆、润滑系统、冷却系统、数控操作面板以及电控系统等部件组成
1.主要部件采用有限元分析进行优化,主要铸铁采用高强度铸铁金相组织稳定,经过时效、喷砂、回火等工艺确保机床长期使用精度的稳定性。
2.龙门式跨式结构,结构为三维变径优化处理,减轻了机床强力切削时的震动、使机床刚性更好。
横梁采用梯形式设计,刚性强结构好适合强力切削。
3.高速高刚性主轴单元结合伺服主轴电机;X/Y/Z采用大扭矩伺服电机。
4.X/Y/Z采用台湾高精度高强度滚珠丝杠配合日本NSK滚珠丝杠专用对子轴承与高精密进口锁紧。
5.X/Y导轨采用线轨道设计采用台湾上银滚柱线轨,Z轴为硬轨,固定面采用超高频淬火工艺处理经过精密磨削;滑动面采用高强度耐磨材塑带镶贴处理。
海特数控龙门铣床的基本操作
1.数控机床开机、关机:机床开机步骤:打开强电开关----检查机床风扇、机床导轨油及气压是否正常----开启机床系统电源----(待机床登陆系统后)旋开机床面板急停按钮机床回参考点操作。
机床关机步骤:关闭机床连接外围设备(计算机)按下机床面板急停按钮----关闭机床系统电源----关闭机床强电开关。
2.工件的装夹定位
工件的安装应当根据工件的定位基准的形状和位置合理选择装夹定位方式,选择简单实用但安全可靠的夹具。
3.机床程序的传输
在实际加工过程中,机床与计算机加工程序之间的传输可通过特定的加工或传输软件来实现。
(1)打开系统传输软件,设置好传输参数,传送。(注意:传输软件传输参数必须与机床上对应的传输参数一一对应)
(2)机床准备接收:数据方式下----程序----开始接收,输入程序名称,确定即可。
4.对刀
对刀的目的是通过刀具或对刀工具确定工件坐标系与机床坐标系之间的空间位置关系,并将对刀数据输入到相应的存储位置,是数控加工中重要的操作内容,其准确性将直接影响零件的加工精度。对刀可以采用铣刀接触工件或通过塞尺接触工件对刀,但精度较低。加工中常用寻边器和Z向设定器对刀,效率高,能保证对刀精度。对刀操作分为X、Y向对刀和Z向对刀。
(1)对刀方法
根据现有条件和加工精度要求选择对刀方法,可采根据现有条件和加工精度要求选择对刀方法,可采其中试切法对刀精度较低,加工中常用寻边器和Z向设定器对刀,效率高,能保证对刀精度。
(2)对刀工具
①寻边器 ②Z轴设定器

