天道矿产品研究院||选矿自动化检测+控制
近年来随着声学、光学等应用物理学及计算机技术的高速发展, 选矿自动化技术的研究和应用取得了长足进展,从根本上改变了选矿厂生产操作误差大、管理低效、生产指标不稳定等问题。越来越多的选矿厂意识到,选矿自动化可降低选矿过程中的人工成本,简化操作过程,提高劳动生产率、降低能耗、稳定产品质量。近年来,新建及改造过的大中型选矿厂几乎都引进了选矿自动化技术。选矿自动化已经成为现代选矿必不可少的技术手段之一。
1 选矿过程主要检测仪表
关健检测仪表是整个选矿自动化系统的“眼睛”。检测仪表是否精确可靠,往往是选矿自动化系统成败的关键。
A 浓度检测
现阶段对于矿浆浓度的检测设备仍然以γ射线为主,但由于放射源存在安全隐患,因此应用受到很大限制。近年来随着声学的发展,超声波浓度计技术日趋完善,采用超声波浓度计测量矿浆浓度,具有较多优点。虽然超声波浓度计测量结果的准确性受气泡影响大,但仍不失为γ射线浓度计的较好替代品,应用前景十分广泛。
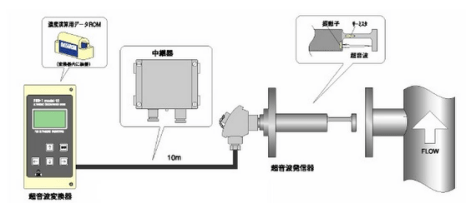
超声波浓度计基本原理:
超声波在液体中的传播速度,根据液体的浓度及温度的不同会有相应的变化,根据这一特性,根据所测量液体的音速和温度的变化,记载在数据元件的检量线可以对药液的浓度进行演算,得出浓度值。
B 粒度检测
近年来,在线粒度分析仪的应用越来越广泛,粒度检测技术正在从线下间接检测过渡到在线直接检测。目前较具有代表性的在线粒度检测仪有美国丹佛自动化公司的PSM400在线粒度分析仪、芬兰奥托昆普公司的PSI200在线粒度分析仪、马鞍山矿山研究院研制的CLY-2000在线粒度分析仪,北京矿冶研究总院研制的BPSM-Ⅰ及BPSM-Ⅱ型在线粒度分析仪等。

激光粒度分析仪
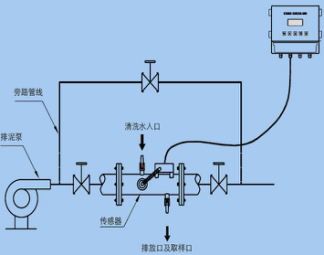
激光粒度分析仪使用示意图
C 品位检测
实现在线品位检测对选矿自动化有着重要意义。近年来多种在线品位检测设备已陆续在工业上成功应用。目前,国内采用的在线品位分析仪主要有芬兰奥托昆普的库里厄系列和马鞍山矿山研究院的WDPF型在线品位分析仪等。库里厄系列品位分析仪在我国很多矿山都有应用,极大地提高了我国选矿自动化水平。WDPF在线品位分析仪,在彝良驰宏矿业、 金堆城 钼业集团、浙江平水 铜矿等多个矿山都已应用,取得了较好的应用效果。

品位分析仪
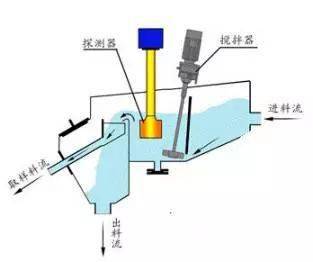
品位分析仪使用示意图
D 物位检测
传统的物位检测仪表技术都比较成熟,但需根据应用条件正确选择。近几年随着激光技术高速发展,激光物位计在选矿自动化方面的应用越来越广泛。激光物位计已在国内应用于浮选槽液位检测、矿仓矿石量检测等多个领域,应用情况良好。
激光物位仪
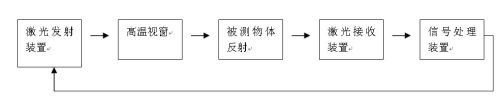
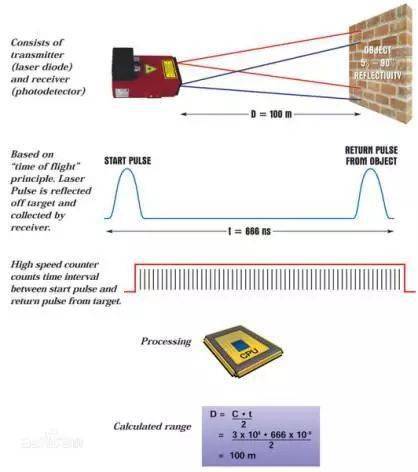
激光物位仪测量原理
2 碎矿过程的控制
近年来,我国在二些新型破碎机上开展自动化研究,通过对破碎机负荷的检测和分析,实施破碎机优化给矿的控制;通过对料仓料位的检测和各破碎机能力的分析,实施自动布料和破碎机负荷优化平衡控制等。
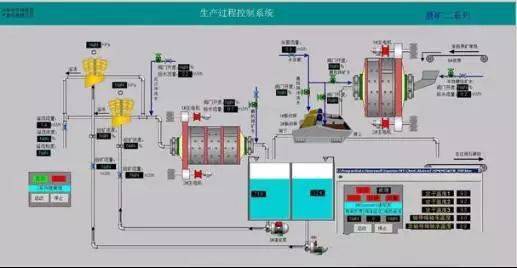
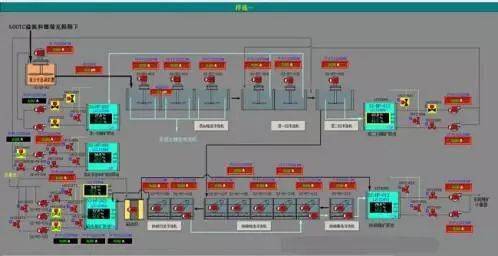
3 磨矿作业的控制
磨矿系统是整个选矿厂能耗最大的工序。由于磨矿系统具有的自身特性,所以很难准确地测量磨机负荷,故引人综合自动化系统才是解决问题的关键。近年来破碎磨矿系统的自动化控制逐渐实现了多信息收集,集中处理以及多设备的交错监控,连锁控制。柿竹园有色金属有限责任公司与长沙易控工业自动化有限公司合作,引进了一套先进的磨矿自动控制系统,提高了磨矿分级作业质量和效率,稳定了工艺参数。辽宁贾家堡 铁矿采用了一套高效的综合自动化磨矿系统,实现了磨矿系统的综合自动化,提高了选矿厂的经济效益。
4 浮选过程的控制
浮选加药控制
加药是浮选生产中的重要环节,药剂的控制技术比较成熟。药剂控制设备的种类较多,从药剂添加的执行机构来看,主要有电磁阀和加药泵两种,近年也有一些新型的定量装置问世,但应用不广泛。目前现场应用最多的还是电磁阀式控制。徐维超等人设计了一种集配药和加药于一体的自动控制系统。实际应用表明,该控制系统实现了配药和加药作业的高度自动化,在降低药剂消耗、提高浮选效率等方面具有显著效果。

B 浮选槽液位的控制
合理有效地控制浮选槽液位,对于提高浮选指标具有重要作用。目前在检测浮选槽矿浆液位时,多采用的是浮子式液位变送器,但无法对液面进行准确的监控。北京矿冶研究总院自主研发了一种新型激光液位计,成功地实现了对KYF-200型浮选机的浮选槽液位的自动化控制,并在大山选矿厂实现了工业应用。
5 存在的主要问题及发展趋势
选矿厂存在的问题:自动化系统需要大量的维护工作,维护成本高;检测仪表等设备投入运行以后没有完善的维护手段;选矿厂无法自行解决系统可能出现的故障;选矿过程中各参数自动检测仪表缺少针对性、创新性;在重要检测仪表及相关核心设备的研究开发上没有突破性的进展,一些重要参数的检测仪表仍然存在测量精度低、使用寿命短等问题,对选矿过程特有的参数波动缺乏应对措施。
发展趋势传感器的数字化、智能化和虚拟化得到了较大发展。数字化、智能化的传感器以取代传统的传感器的单方向、单变量的输人、输出,满足了选矿过程的要求。传感器的虚拟化使矿用传感器可目更加准确、稳定地进行长时间工作。因此数字化、智能化和虚拟化依旧是未来选矿自动化发展的必然趋势。
OPC技术等无线数据通信系统的开发与应用成为选矿自动化发展的新趋势。北京矿冶研究总院陆博、王宝胜等人开发了一种在选矿厂中使用的无线数据管理系统。该系统用于在选矿自动化过程中对工艺流程的参数巡检、设备维护以及无纸化移动数据录入。