统计过程控制SPC控制图的控制图判别准则
要达到利用控制图控制工序的目的,就必须正确的判断控制图,及时从控制图上获得工序异常的信息,根据样本数据形成的样本点位置以及变化趋势提供的信息进行分析判断。
(1)控制图的受控状态判断准则
如果控制图上的所有点都在控制界限内,而且排列无异常,则说明生产过程处于统计控制状态,对工序过程产生影响的只有随即因素,没有系统因素。以下几条是工序过程正常的充分条件(图1)
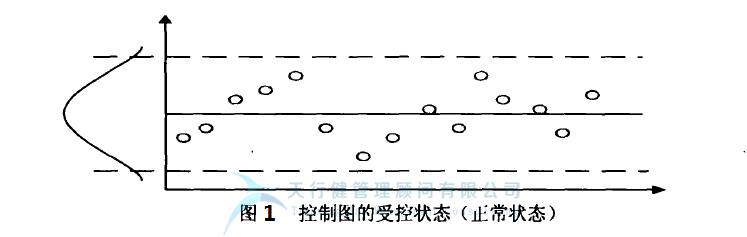
- 所有点子都落下控制界限内,排列无明显规律性或趋势性。
- 位于中心线两侧的点数基本相同。
- 有约2/3以上的点子落在中心线上下各1σ的范围内。
- 越接近控制线的点子越稀疏,越接近控制中心线的点子密度越大。
在实际应用中,判断点子排列是否异常可以有许多具体的标准,如:
①连续25点中没有1点在控制界限外。事实上连续25点中,至少有1点落在界限外的概率仅是:

②连续35点中最多有1点在控制界限外。连续35点中有2个以上的点子落在控制界限外的概率是:

③连续100点中最多有2点在控制界限外的概率是:

以上列举的这些都是小概率事件,工序正常时都是不会发生的,若发生了就可以判断为工序出现了异常,需要调整。
(2)控制图的失控状态判断准则
分析控制图中点子可能出现异常的原因通常有三种如图(2):
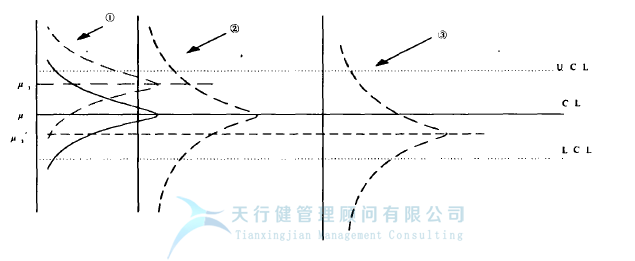
- 分布中心偏移,其分布中心由拜偏移到从,如分布①;
- 虽然分布中心没有变,但是分布的离散程度明显偏大,如分布②;
- 分布的中心有偏移且分布的离散程度也偏大,如分布③。
在实际应用的时候,点子排列异常有多种具体的表现形式,当出现以下情形时应引起注意,工序可能出现异常。六西格玛统计过程控制 SPC 控制图项目怎么做?统计过程控制 SPC 管理怎么做?项目周期是多少?大概需要多少费用?需要哪些步骤?企业目前需要解决的问题是什么?统计过程控制 SPC管理落地能达_到什么效果?天行健咨询专注于六西格玛,精益六西格玛,六西格玛设计(DFSS),精益生产 管理,六西格玛绿带黑带,精益布局,TPM管理,精益研发管理,triz创_新技_术,IE工业工程等项目辅_导咨询, 公开课培训,企业内训服务。
(1)在中心线上方或下方连续出现n个点称为n点链:

(2)点子在中心线一侧多次出现:

( 3 )点子在控制界限附近多次出现:“点子接近控制界限”,就是指点子连续不断地在样本统计量的两倍标准差2σ和三倍标准差3σ的区域内出现。如图3所示。

(4)另外还有一种比较复杂的情况就是控制图上的点子排列成周期性变化,不能轻易下结论判断生产过程是否异常。当点子排列成周期性变化时需要收集较长时间的数据,并要查明周期变化的原因后才能慎重地判断工序是否出现异常。