脱模剂8119在PVC地板中的应用
PVC熔体在挤出的过程中,塑料熔体与料筒、螺杆及模具表面接触形成负压,或两者之间物理吸附,会导致以下问题出现:(1)螺杆或模具粘料,产生划线或表面粗糙现象,影响产品外观质量(2)塑料制品成型后从模具中剥离困难,增加停机清模频率,影响生产效率;(3)缩短了螺杆、料筒和模具等设备的使用寿命变短,增加了维修费用。为此, 杭州泓纳研制开发一种新型脱模剂,代号8119(以下简称8119),经工厂实用和推广,能解决行业难题。

1、8119的材料特性
8119是甲基硅油、甲基苯基硅油等有机硅聚合物复合而成。添加到PVC材料中,8119可在PVC熔体和料筒及螺杆的金属表面之间形成一个界面膜层,弱化PVC制品与金属界面间的吸附或粘接,使熔体挤出更平稳、制品脱模更容易。
表1 8119材料特性
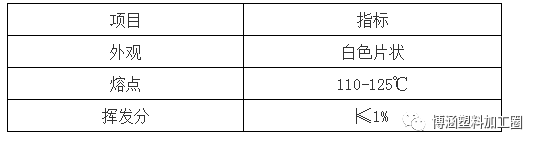
主要有以下特性:
(1)在PVC加工中具有优良的外润滑、脱模功效;
(2)与钙锌稳定剂等助剂混合使用时,具有协同效应,明显改善产品外观;
(3)减少停机清模频次,提高生产效率;
(4)延长挤出机螺杆、料筒和模具使用寿命,降低维修成本。
2、8119在PVC地板中的应用(以浙江某厂为例)
2.1、生产配方
表2 生产配方(仅供参考)
序号 |
原材料 |
原配方 |
调整配方 |
1 |
PVC五型树脂 |
75 |
75 |
2 |
重质碳酸钙 |
225 |
225 |
3 |
钙锌稳定剂 |
7 |
6.8 |
4 |
G-60 |
1.0 |
1.0 |
5 |
PE蜡 |
0.9 |
0.7 |
6 |
8119 |
0 |
0.4 |
7 |
ACR |
3.5 |
3.5 |
8 |
增韧剂 |
6 |
6 |
9 |
分散剂 |
适量 |
适量 |
配方中添加8119后,稳定剂及润滑剂均可适量下调。配方成本未增加。
2.2、物理性能
表3 制品物理性能
测试项目 |
原配方检验结果 |
脱模剂8119检验结果 |
收缩率 |
≤0.08% |
≤0.07% |
膨胀率 |
≤0.15% |
≤0.14% |
残留压痕 |
≤0.1mm |
≤0.1mm |
剥离强度 |
≥1.4N/mm |
≥1.4N/mm |
加热翘曲 |
≤2mm |
≤1.9mm |
锁扣拉力 |
≥1.4N/mm |
≥1.4N/mm |
耐刮 |
≥4000g |
≥400g |
燃烧性能 |
Bfl-S1 |
Bfl-S1 |
耐磨性(磨穿) |
AC2 |
AC2 |
由上表可知:采用脱模剂8119后,板材收缩率、膨胀率、剥离强度、加热翘曲等各项指标均符合其内控标准的要求。
2.3、对生产工艺
采用脱模剂8119替换后,混料工艺、挤出工艺(主机电流、扭矩、真空、牵引等)都未发生波动,进行了试生产8个月。结果表明:混料过程中无异常现象,挤出过程平稳,生产的制品质量优良。
2.4、表观质量
采用8119生产的板材表面光泽度更好,并且光亮度更高。这是因为8119可使PVC熔体与模具表面之间形成长期有效的界面膜层,减小了塑料熔体与金属表面之间的范德华力,从而使制品脱模效果更好、更光亮和更平稳。
2.5、对拆模周期的影响
表4 生产周期对比(8个月)
项目 |
未使用脱模剂 |
使用脱模剂后 |
拆模次数 |
75次 |
18次 |
螺杆及料筒更换次数 |
2次 |
1次 |
2.6、经济效益
表5 生产投入费用对比
项目 |
未使用脱模剂 |
使用脱模剂后 |
投入费用 |
14万元 |
8.14万元 |
每次拆模费用按800元计,螺杆及料筒按8万元计,可节约费用5.86万元(每8个月)。
4、小结
(1)在用量较少情况下,8119在PVC地板加工过程中具有优良的外润滑、脱模效果,在加工中,与其他助剂具有良好的协同效应,可抑制低聚物分子析出,改善制品表观质量。
(2)能延长清模周期,明显延长挤出机螺杆、料筒和模具使用寿命,提高生产效率及降低成本。
(3)通过多家工厂使用和技术验证,在PVC地板加工中应用良好,适合在PVC地板行业内推广使用。
杭州泓纳科技有限公司:主要从事PVC(聚氯乙烯)行业内用环保钙锌稳定剂、高效铅盐复合稳定剂、加工改性助剂及润滑剂、高效脱模剂的等产品,是集工、科、贸一体化的创新研发、生产及销售的专业公司。产品广泛用于PVC压延片材、挤塑(管材、板材、型材)、吹塑、注塑管件等各类塑料行业领域。同时代理西班牙氧化聚乙烯蜡(OPE)、聚乙烯蜡(PE蜡),分散剂、湿润剂等产品广泛用于PVC 、木塑、涂料、油漆、胶水等行业。 公司拥有资深工程技术人员十多名,组建了一支专业的技术团队,具备丰富的专业经验及开发能力,将为您提供高品质的助剂及全方位的技术服务支持! |








